















 229 / 246
229 / 246

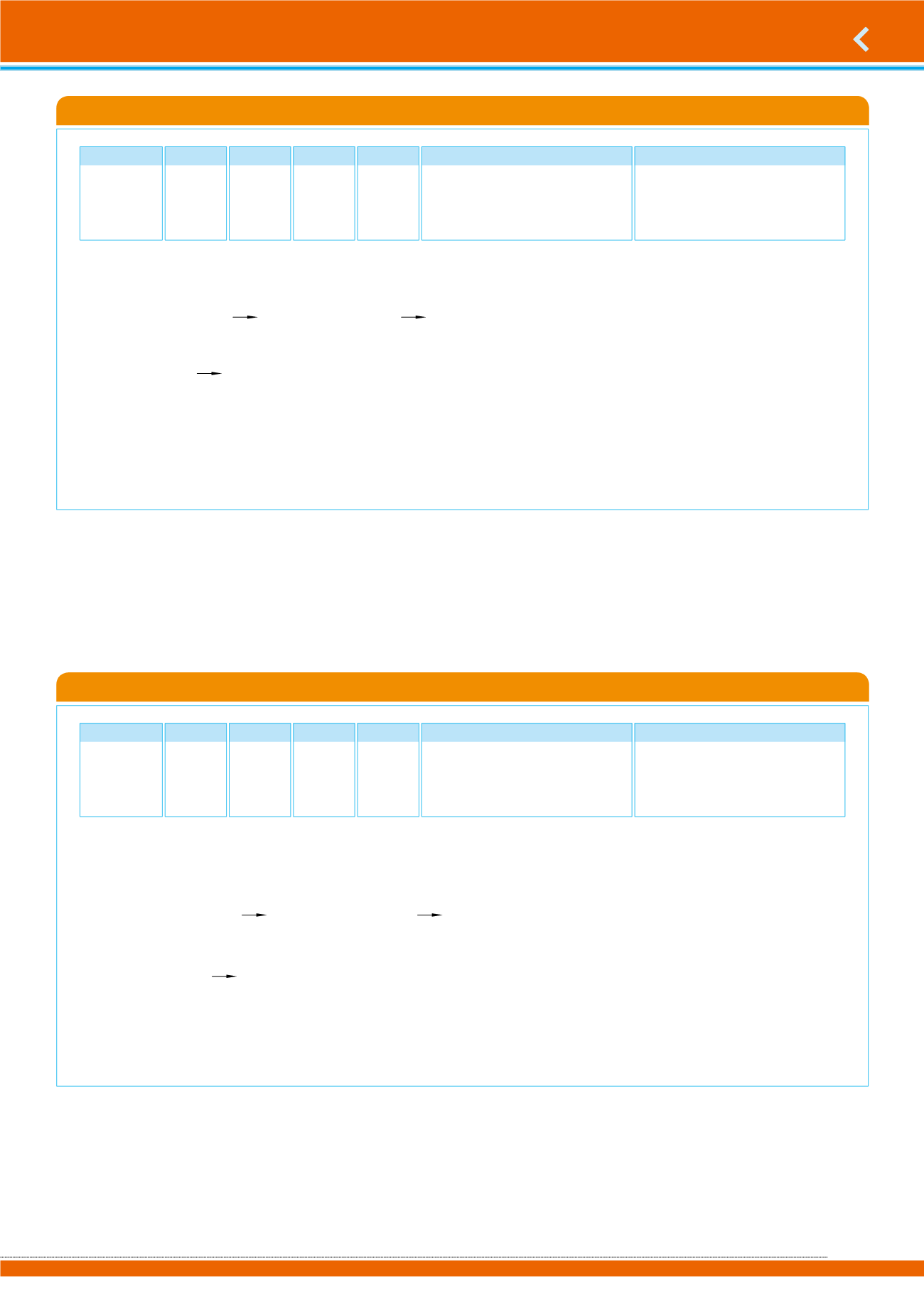
FREZELEME İŞLEMİNDE DEVİR ve İLERLEME HESABI
Örnek :
D=50 mm çapında, Z=5 ağızlı tarama kafası ile frezeleme yapacağız. Kesici uç kutusunun arkasında kesme hızı
Vc=200m/dk. olarak verilmiş olsun. Tezgaha girilecek devri hesaplayalım:
Vc=200 m/dk. D=50 mm
S = Öncelikle Kesme Hızı
1000 ile çarpılır, çıkan sonuç 3,14 sayısına bölünür, buradan çıkan sonuç da tarama kafası çapına bölünür.
S=200x1000 = 200000 200000/3,14=63663 63663/50=1273 devir
S=1273 dev/dakika
deviri bulduktan sonra
ilerlemeyi bulalım :
Z=5
ağızlı tarama kafası olsun
fz=0,12
olarak uç kutusunun arkasından okunmuş olsun F= yukarıda bulmuş
olduğumuz devir sayısı ile ağız sayısı çarpılır, çıkan sonuç diş başına düşen ilerleme miktarı ile çarpılır.
F=1273x5 = 6365 6365x0,12 = 763 F=763 mm/dakika
Tezgaha girilecek olan devir = S 1273 Tezgaha girilecek olan ilerleme :
F 763 ortalama değerdir.
Not:
Vc ve fz değerlerinin uç kutusunun arkasında verilmiş olması gerekir. Eğer bu değerleruç kutusunun üzerinde yoksa, kesici
ucun katoloğundan bulunuz. İşleyeceğiniz malzeme çelik ise P, paslanmaz çelik ise M, dökme demir ise K bölümünde yazılı olan
Vc ve fz değerlerini okuyun.
fz
FORMÜLLER
Vc.
Kesme Hızı
(Uç Kutusunun
Arkasından
Okuyunuz)
İş Mili
Devir
Sayısı
Tarama
Kafası
Çapı
Tarama
Kafası
Ağız
Sayısı
Diş Başına Düşen
İlerleme Miktarı
(Uç Kutusunun
Arkasından Okuyunuz)
Devir Hesabı
:
S=(Vc x 1000) / (3,14 x D)
İlerleme Hesabı
:
F=S x Z x fz
İlerleme
S
D
F
Z
CALCULATING SPINDLE SPEED and FEED RATE FOR MILLING PROCESS
For Example : We will make milling with milling tool whose diamention is D 50 mm, whose theeth number is Z=5. The spindle
revolution was written as Vc=200m/mn at the back side of cutting insert box. Let’s calculate the revolution that should be
entered to the milling machine : Vc=200 m/mn D=50 mm
S = Firstly Cutting Speed is multiplied with 1000, the result should be divided by 3.14 , the last result should be divided by
diameter of milling tool.
S = 200 x1000 = 200000 200000/3,14 = 63663 63663/50 = 1273 rev S=1273 rev / mn
After finding spindle revolution, let’s find feed rate : milling tool with Z=5 teeth and we read fz=0,12 from the back side of
cutting insert box.
F = Tooth number should be multiplied with revolution, the result should be multiplied with feed per tooth.
F = 1273 x 5 = 6365 6365 x 0,12 = 763 F = 763 mm / mn
Revolution that should be entered to the milling machine = S 1273 Feed Rate that should be entered to the milling machine
= F 763 average value.
P.S : The values Vc and fz has to be written at the back side of the cutting insert. If these values were not written on the
cutting insert box, please find them from cutting insert catalogue. If the material that you will work is steel, please read Vc
and fz values that were written on the part P, if it is stainless steel please read from the part M, if it is cast iron please read
from the part K.
fz
FORMULAS
Vc.
Cutting Speed
(Please read
from the back-
side of cutting
insert box)
Spindle
Revolution
rpm
Milling
Tool
Diameter
Number of
Effective
Tooth
Feed Per Tooth
(Please Read From
The Back Side of Cutting
Insert Box)
Calculation of Revolution :
S=(Vc x 1000) / (3,14 x D)
Feed Rate Calculation :
F=S x Z x fz
Feed
Rate
S
D
F
Z
TEKNİK BİLGİLER
TECHNICAL INFORMATION
228 / 229