











 176 / 176
176 / 176
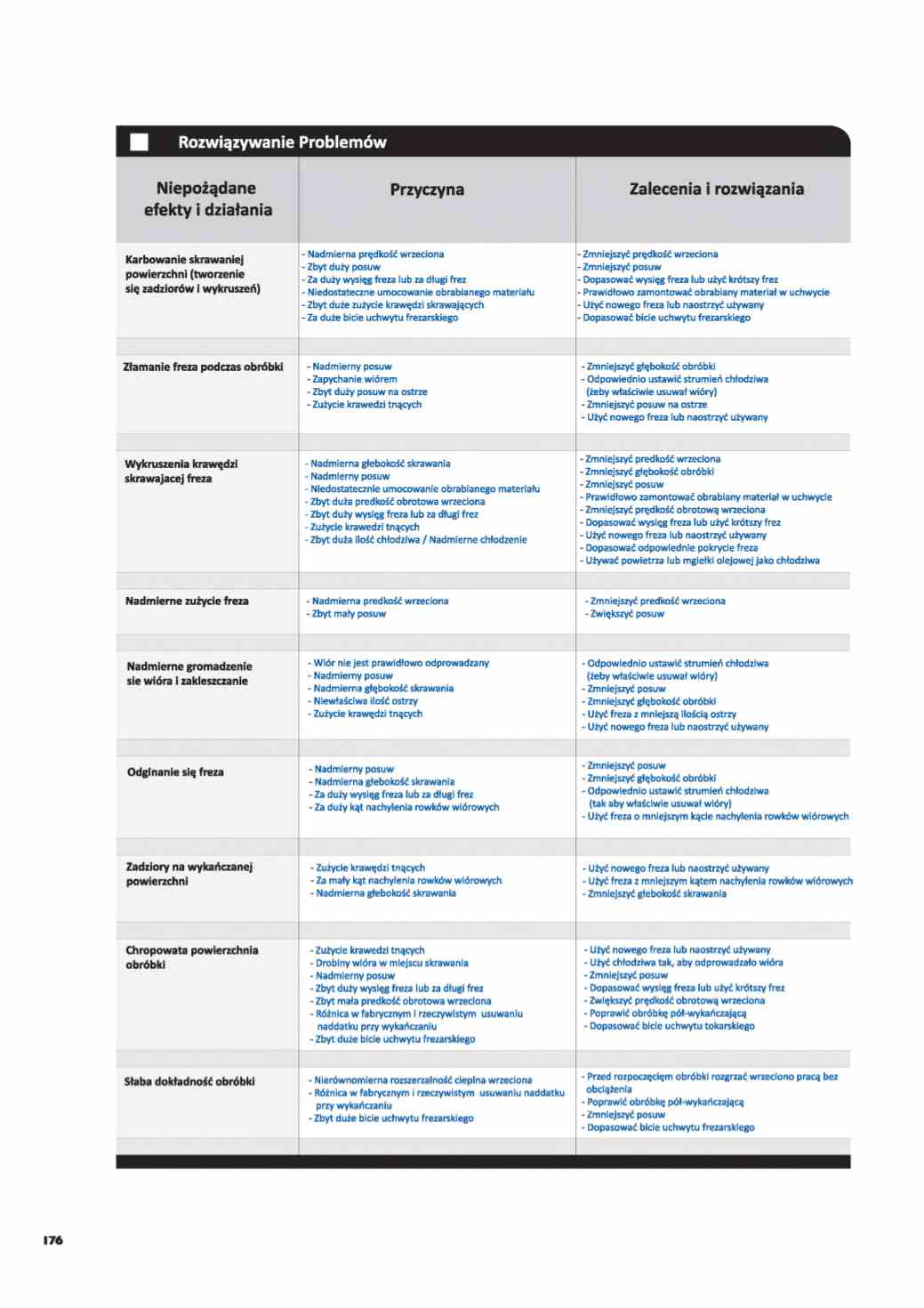
Rozwiązywanie Problemów
Niepożądane
efekty
i
działania
Zalecenia
i
rozwiązania
Przyczyna
- Nadmierna
prędkość wrzeciona
- Zbyt duży
posuw
-
Za
duży wysięg
freza
lub
za
długi
frez
- Niedostateczne
umocowanie
obrabianego materiału
- Zbyt duże
zużycie
krawędzi
skrawających
-
Za
duże
bicie
uchwytu
frezarskiego
- Zmniejszyć
prędkość wrzeciona
- Zmniejszyć
posuw
- Dopasować wysięg
freza
lub
użyć
krótszy
frez
- Prawidłowo
zamontować obrabiany materiał w
uchwycie
-
Użyć
nowego
freza
lub
naostrzyć
używany
- Dopasować
bicie
uchwytu
frezarskiego
Karbowanie
skrawaniej
powierzchni
(tworzenie
się
zadziorów
i wykruszeń)
Złamanie
freza
podczas obróbki
- Nadmierny
posuw
- Zapychanie wiórem
- Zbyt
duży
posuw
na
ostrze
- Zużycie
krawędzi
tnących
- Zmniejszyć głębokość
obróbki
- Odpowiednio
ustawić
strumień
chłodziwa
(żeby właściwie
usuwał wióry)
- Zmniejszyć
posuw
na
ostrze
-
Użyć
nowego
freza
lub
naostrzyć
używany
- Zmniejszyć
prędkość wrzeciona
- Zmniejszyć
głębokość
obróbki
- Zmniejszyć
posuw
-
Prawidłowo
zamontować obrabiany materiał w
uchwycie
- Zmniejszyć
prędkość
obrotową wrzeciona
- Dopasować wysięg
freza
lub
użyć
krótszy
frez
-
Użyć
nowego
freza
lub
naostrzyć
używany
- Dopasować odpowiednie
pokrycie
freza
- Używać
powietrza
lub mgiełki
olejowej
jako
chłodziwa
Wykruszenia
krawędzi
skrawającej
freza
- Nadmierna
głębokość
skrawania
- Nadmierny
posuw
- Niedostatecznie
umocowanie
obrabianego materiału
- Zbyt
duża
prędkość obrotowa wrzeciona
- Zbyt
duży wysięg
freza
lub
za
długi
frez
- Zużycie
krawędzi
tnących
- Zbyt
duża
ilość
chłodziwa
/ Nadmierne
chłodzenie
Nadmierne
zużycie
freza
- Nadmierna
prędkość wrzeciona
-
Zbyt mały
posuw
- Zmniejszyć
prędkość wrzeciona
- Zwiększyć
posuw
- Wiór
nie
jest
prawidłowo
odprowadzany
- Nadmierny
posuw
- Nadmierna
głębokość
skrawania
- Niewłaściwa
ilość
ostrzy
-
Zużycie
krawędzi
tnących
- Odpowiednio
ustawić
strumień
chłodziwa
(żeby właściwie
usuwał wióry)
-
Zmniejszyć
posuw
-
Zmniejszyć
głębokość
obróbki
-
Użyć
freza
z mniejszą
ilością
ostrzy
-
Użyć
nowego
freza
lub
naostrzyć
używany
Nadmierne gromadzenie
sie wióra
i
zakleszczanie
-
Zmniejszyć
posuw
-
Zmniejszyć
głębokość
obróbki
- Odpowiednio
ustawić
strumień
chłodziwa
(tak
aby właściwie
usuwał wióry)
-
Użyć
freza
o mniejszym
kącie
nachylenia
rowków wiórowych
- Nadmierny
posuw
- Nadmierna
głębokość
skrawania
- Za
duży wysięg
freza
lub
za
długi
frez
- Za
duży
kąt
nachylenia
rowków wiórowych
Odginanie
się
freza
Zadziory
na wykańczanej
powierzchni
-
Zużycie
krawędzi
tnących
-
Za mały
kąt
nachylenia
rowków wiórowych
- Nadmierna
głębokość
skrawania
-
Użyć
nowego
freza
lub
naostrzyć
używany
-
Użyć
freza
z mniejszym
kątem
nachylenia
rowków wiórowych
- Zmniejszyć
głębokość
skrawania
Chropowata
powierzchnia
obróbki
-
Użyć
nowego
freza
lub
naostrzyć
używany
-
Użyć
chłodziwa
tak,
aby odprowadzało wióra
- Zmniejszyć
posuw
- Dopasować wysięg
freza
lub
użyć
krótszy
frez
- Zwiększyć
prędkość obrotową wrzeciona
-
Poprawić
obróbkę
pół-wykańczającą
- Dopasować
bicie
uchwytu
tokarskiego
- Zużycie
krawędzi
tnących
- Drobiny wióra w miejscu
skrawania
- Nadmierny
posuw
- Zbyt duży wysięg
freza
lub
za
długi
frez
- Zbyt mała
prędkość
obrotowa wrzeciona
-
Różnica w
fabrycznym
i
rzeczywistym
usuwaniu
naddatku
przy wykańczaniu
- Zbyt duże
bicie
uchwytu
frezarskiego
-
Przed
rozpoczęcięm
obróbki
rozgrzać wrzeciono
pracą
bez
obciążenia
-
Poprawić
obróbkę
pół-wykańczającą
- Zmniejszyć
posuw
- Dopasować
bicie
uchwytu
frezarskiego
- Nierównomierna
rozszerzalność
cieplna wrzeciona
-
Różnica w
fabrycznym
i
rzeczywistym
usuwaniu
naddatku
przy wykańczaniu
- Zbyt
duże
bicie
uchwytu
frezarskiego
Słaba
dokładność
obróbki
176