












 9 / 176
9 / 176

HGT NARZĘDZIA WĘGLIKOWE
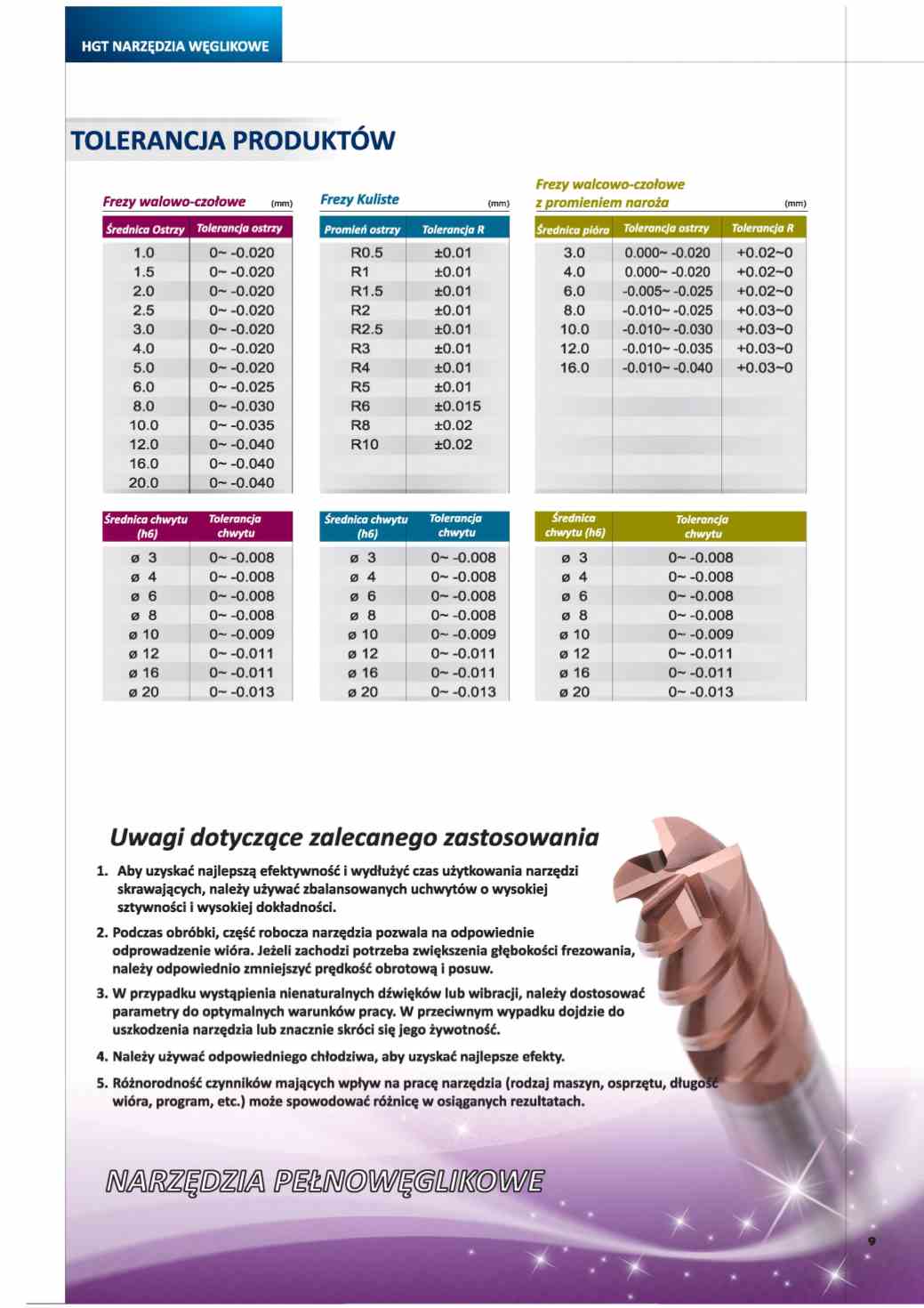
TOLERANCJA
PRODUKTÓW
Frezy walcowo-czołowe
z promieniem naroża
Frezy Kuliste
Frezy walowo-czołowe
(mm)
(mm)
(mm)
Średnica Ostrzy
Tolerancja ostrzy
|
Średnica pióra
Tolerancja ostrzy Tolerancja R
Promień ostrzy
Tolerancja R
1.0
0~
-0.020
0~
-0.020
0~
-0.020
0-
-0.020
0-
-0.020
0~
-0.020
0-
-0.020
0-
-0.025
0~
-0.030
0~
-0.035
0~
-0.040
0~
-0.040
0-
-0.040
R0.5
±0.01
±0.01
±0.01
±0.01
±0.01
±0.01
±0.01
±0.01
±0.015
±0.02
±0.02
3.0
0.000-
-0.020
0.000-
-0.020
-0.005-
-0.025
-0.010-
-0.025
-0.010-
-0.030
-0.010-
-0.035
-0.010-
-0.040
+0.02-0
+0.02-0
+0.02-0
+0.03-0
+0.03-0
+0.03-0
+0.03-0
1.5
R1
4.0
2.0
R1.5
6.0
2.5
R2
8.0
3.0
R2.5
10.0
4.0
R3
12.0
5.0
R4
16.0
6.0
R5
8.0
R6
10.0
R8
12.0
R10
16.0
20.0
Średnica
chwytu
(h6)
|ś
rednica chwytu
Tolerancja
chwytu
Średnica chwytu Tolerancja
chwytu
Tolerancja
chwytu
(h6)
(h6)
0
3
0-
-0.008
0-
-0.008
0-
-0.008
0-
-0.008
0-
-0.009
0-
-0.011
0-
-0.011
0-
-0.013
0
3
0-
-0.008
0-
-0.008
0-
-0.008
0-
-0.008
0-
-0.009
0-
-0.011
0-
-0.011
0-
-0.013
0
3
0-
-0.008
0-
-0.008
0-
-0.008
0-
-0.008
0-
-0.009
0-
-0.011
0-
-0.011
0-
-0.013
0
4
0
4
0
4
0
6
0
6
0
6
0
8
0
8
0
8
0
10
0
10
0
10
0
12
0
12
0
12
0
16
0
16
0
16
0
20
0
20
0
20
Uwagi dotyczące zalecanego
zastosowania
1.
Aby uzyskać
najlepszą efektywność
i wydłużyć
czas
użytkowania
narzędzi
skrawających,
należy używać
zbalansowanych
uchwytów o wysokiej
sztywności
i wysokiej dokładności.
2.
Podczas obróbki,
część
robocza
narzędzia
pozwala
na
odpowiednie
odprowadzenie wióra.
Jeżeli
zachodzi
potrzeba
zwiększenia
głębokości
frezowania,
należy odpowiednio
zmniejszyć
prędkość obrotową
i
posuw.
3. W przypadku wystąpienia
nienaturalnych
dźwięków
lub wibracji,
należy dostosować
parametry do optymalnych warunków pracy. W
przeciwnym wypadku
dojdzie do
uszkodzenia
narzędzia
lub
znacznie
skróci
się
jego
żywotność.
4.
Należy używać odpowiedniego chłodziwa,
aby
uzyskać
najlepsze
efekty.
5.
Różnorodność
czynników mających wpływ
na
pracę
narzędzia
(rodzaj maszyn,
osprzętu, długo
wióra,
program,
etc.) może spowodować
różnicę w osiąganych
rezultatach.