
















 244 / 396
244 / 396

DRILLS
DRILLS
244
www.kyocera-sgstool.com
Bohrarbeiten
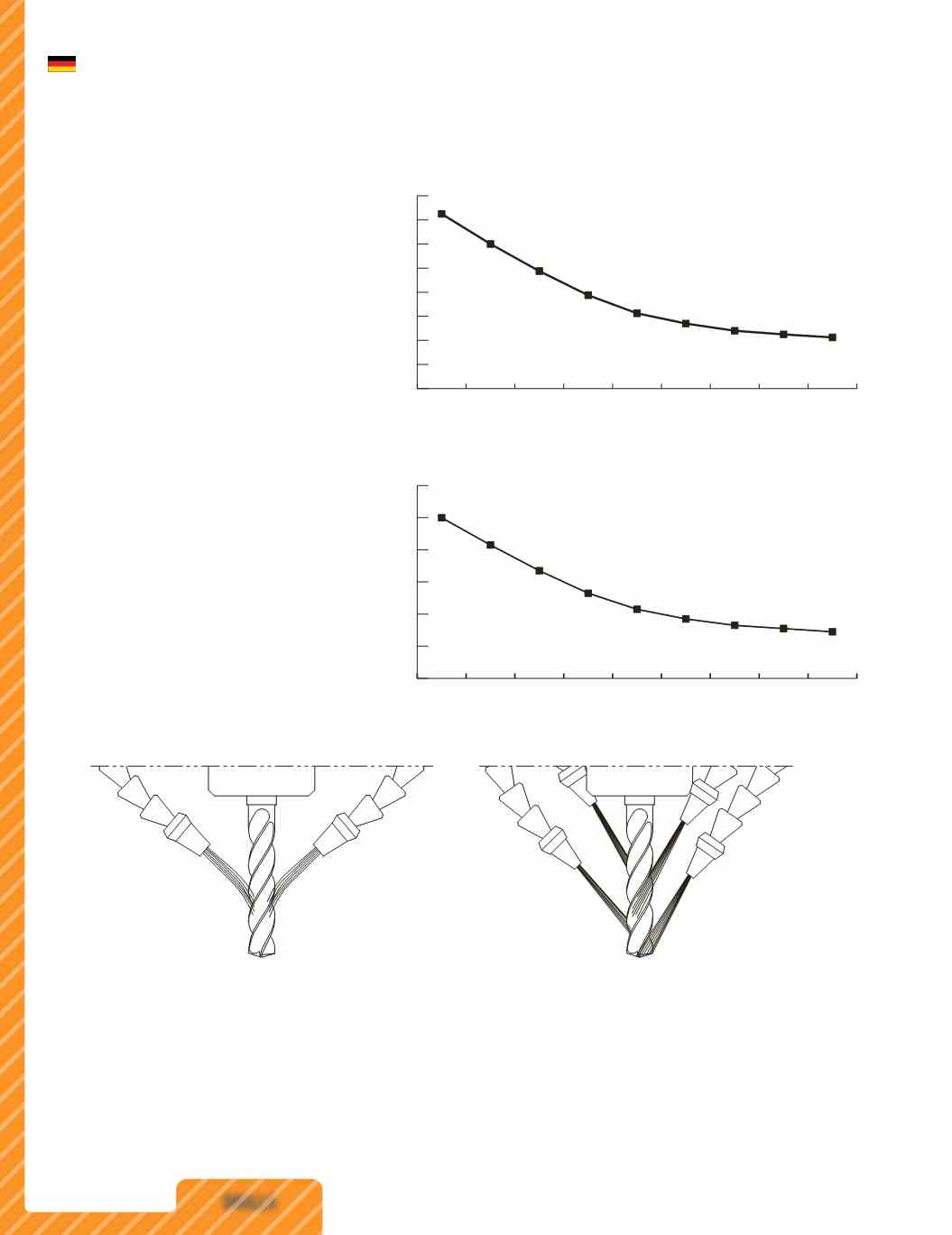
Kühlmittelempfehlungen
GERMAN
0
200
400
600
800
1000
1200
1400
1600
3
4
6
8
10
BOHRUNGSDURCHMESSER (mm)
EMPFOHLENER KÜHLSCHMIERMITTELDRUCK
NACH DURCHMESSER – psi
DRUCK (psi)
12
14
16
18
0
20
40
60
80
100
120
3
4
6
8
10
BOHRUNGSDURCHMESSER (mm)
EMPFOHLENER KÜHLMITTELDRUCK
NACH DURCHMESSER – bar
DRUCK (bar)
12
14
16
18
SCHMALE QUERSCHNEIDE – HOHE DREHZAHL
VOLLSTÄNDIGE BENETZUNG
BREITE QUERSCHNEIDE – GERINGE DREHZAHL
KEINE VOLLSTÄNDIGE BENETZUNG BEI MAX. BOHRUNGSTIEFE
◾
Kühlmittel dienen dazu, die Späne aus dem
Schneidenbereich zu entfernen, die beim
Schneiden erzeugte Wärme abzutransportieren
und die Reibung zu verringern.
◾
Es kommt darauf an, den Kühlschmiermitteldruck
und die Zufuhr zu optimieren, um alle Vorteile
beim Bohren nutzen zu können.
◾
Der richtige Kühlschmiermitteleinsatz
ermöglicht höhere Schnittparameter, höheren
Materialabtrag, geringere Oberflächenrauheit,
vorhersehbare Standzeiten und geringere
Leitungsaufnahme und Zykluszeiten.
◾
Der Druck ist wichtig, aber wichtiger ist dessen
Konstanz und die Zufuhr zum Werkzeug.
Unterbrochene Kühlung des Hartmetalls führt
zur thermischen Belastung und Bildung von
“Mikrorissen”.
◾
Kühlmitteln sind sauber zu halten und zu filtern,
damit die Qualität des Kühlmittels erhalten bleibt
und der Kühlmitteldruck durch Verstopfung der
Kühlmittelkanäle im Bohrer nicht absinkt.
◾
Durch Verringern der Düsengröße können die vorteilhaften Eigenschaften der Doppelfase genutzt werden, um die Drehzahl
des Hi‑PerCarb-Bohrers zu steigern. Richten Sie die Düsen auf die Nebennut zwischen beiden Fasen sowie auf die Schneidekante aus,
um beste Ergebnisse zu erzielen.
GERMAN
0
200
400
600
800
1000
1200
1400
1600
3
4
6
8
10
BOHRUNGSDURCHMESSER (mm)
EMPFOHLENER KÜHLSCHMIERMITTELDRUCK
NACH DURCHMESSER – psi
DRUCK (psi)
12
14
16
18
0
20
40
60
80
100
120
3
4
6
8
10
BOHRUNGSDURCHMESSER (mm)
EMPFOHLENER KÜHLMITTELDRUCK
NACH DURCHMESSER – bar
DRUCK (bar)
12
14
16
18
SCHMALE QUERSCHNEIDE – HOHE DREHZAHL
VOLLSTÄNDIGE BENETZU G
BREITE QUERSCHNEIDE – GERIN DREHZAHL
KEINE VOLLSTÄNDIGE BENETZU G BEI MAX. BOHRUNGSTIEFE