
















 322 / 396
322 / 396

DRILLS
DRILLS
322
www.kyocera-sgstool.com
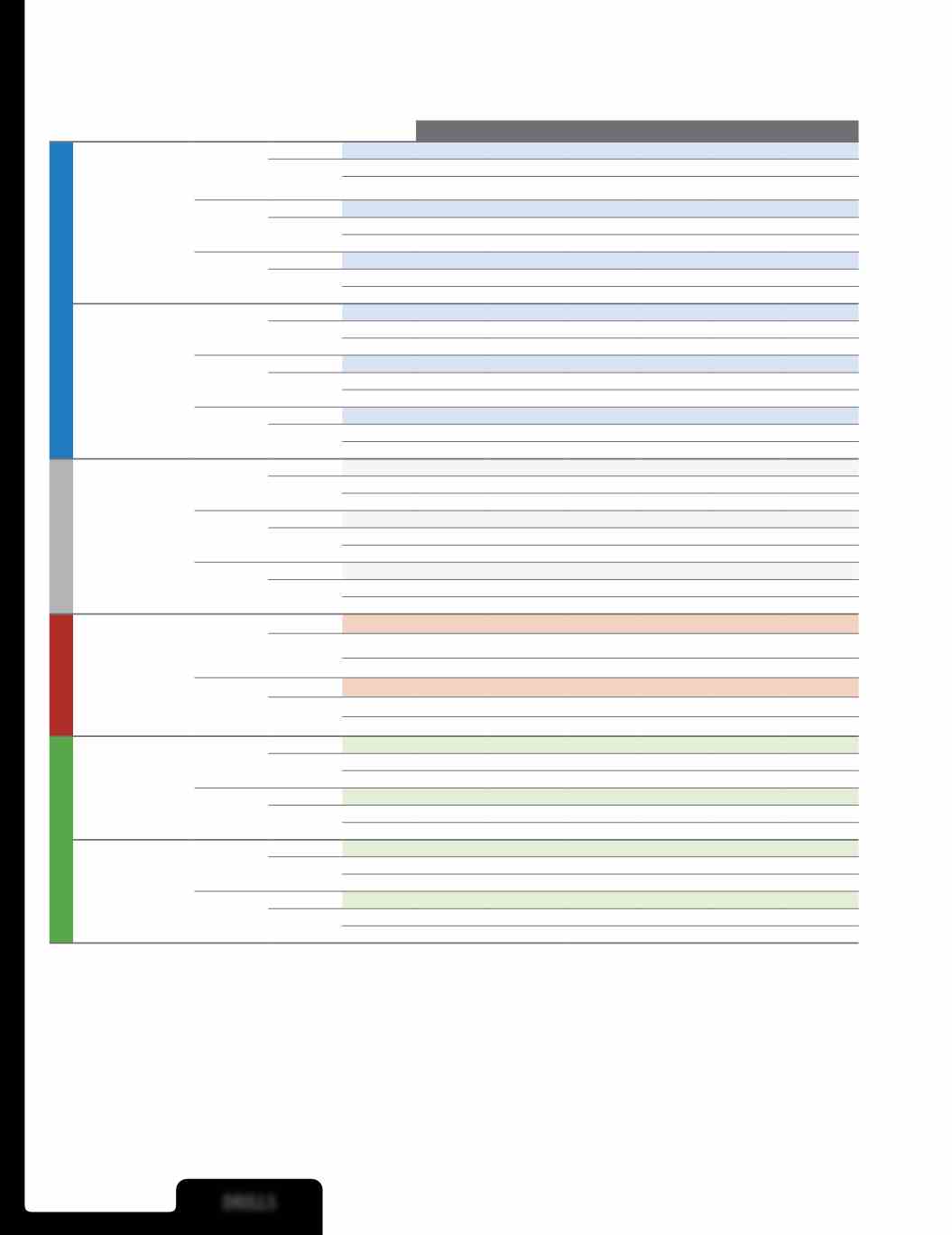
FRACTIONAL
3 Flute Drills
Series
103
Fractional
Hardness
Vc
(sfm)
Diameter (D
1
)
(inch)
1/8
1/4
3/8
1/2
5/8
3/4
P
CARBON STEELS
1018, 1040, 1080, 1090,
10L50, 1140, 1212,
12L15, 1525, 1536
≤ 175 Bhn
or
≤ 7 HRc
295
RPM
9015
4508
3005
2254
1803
1503
(236-354)
Fr
0.0026
0.0051
0.0077
0.0102
0.0128
0.0153
Feed (ipm)
23.0
23.0
23.0
23.0
23.0
23.0
≤ 300 Bhn
or
≤ 32 HRc
260
RPM
7946
3973
2649
1986
1589
1324
(208-312)
Fr
0.0023
0.0045
0.0068
0.0091
0.0113
0.0136
Feed (ipm)
18.0
18.0
18.0
18.0
18.0
18.0
≤ 425 Bhn
or
≤ 45 HRc
150
RPM
4584
2292
1528
1146
917
764
(120-180)
Fr
0.0013
0.0026
0.0039
0.0052
0.0065
0.0079
Feed (ipm)
6.0
6.0
6.0
6.0
6.0
6.0
ALLOY STEELS
4140, 4150, 4320, 5120,
5150, 8630, 86L20, 50100
≤ 275 Bhn
or
≤ 28 HRc
230
RPM
7029
3514
2343
1757
1406
1171
(184-276)
Fr
0.0019
0.0038
0.0058
0.0077
0.0096
0.0115
Feed (ipm)
13.5
13.5
13.5
13.5
13.5
13.5
≤ 375 Bhn
or
≤ 40 HRc
145
RPM
4431
2216
1477
1108
886
739
(116-174)
Fr
0.0019
0.0038
0.0058
0.0077
0.0096
0.0115
Feed (ipm)
8.5
8.5
8.5
8.5
8.5
8.5
≤ 450 Bhn
or
≤ 48 HRc
115
RPM
3514
1757
1171
879
703
586
(92-138)
Fr
0.0005
0.0010
0.0015
0.0020
0.0026
0.0031
Feed (ipm)
1.8
1.8
1.8
1.8
1.8
1.8
H
TOOL STEELS
A2, D2, H13, L2, M2,
P20, S7, T15, W2
≤ 250 Bhn
or
≤ 24 HRc
85
RPM
2598
1299
866
649
520
433
(68-102)
Fr
0.0013
0.0026
0.0039
0.0052
0.0065
0.0079
Feed (ipm)
3.4
3.4
3.4
3.4
3.4
3.4
≤ 375 Bhn
or
≤ 40 HRc
65
RPM
1986
993
662
497
397
331
(52-78)
Fr
0.0007
0.0013
0.0020
0.0026
0.0033
0.0039
Feed (ipm)
1.3
1.3
1.3
1.3
1.3
1.3
≤ 475 Bhn
or
≤ 50 HRc
50
RPM
1528
764
509
382
306
255
(40-60)
Fr
0.0007
0.0013
0.0020
0.0026
0.0033
0.0039
Feed (ipm)
1.0
1.0
1.0
1.0
1.0
1.0
K
CAST IRONS
Gray, Malleable,
Ductile
≤ 220 Bhn
or
≤ 19 HRc
250
RPM
7640
3820
2547
1910
1528
1273
(200-300)
Fr
0.0026
0.0052
0.0079
0.0105
0.0131
0.0157
Feed (ipm)
20.0
20.0
20.0
20.0
20.0
20.0
≤ 330 Bhn
or
≤ 36 HRc
195
RPM
5959
2980
1986
1490
1192
993
(156-234)
Fr
0.0026
0.0052
0.0078
0.0104
0.0130
0.0156
Feed (ipm)
15.5
15.5
15.5
15.5
15.5
15.5
N
ALUMINUM ALLOYS
2017, 2024, 356,
6061, 7075
≤ 80 Bhn
or
≤ 47 HRb
540
RPM 16502
8251
5501
4126
3300
2750
(432-648)
Fr
0.0032
0.0064
0.0096
0.0128
0.0161
0.0193
Feed (ipm)
53.0
53.0
53.0
53.0
53.0
53.0
≤ 150 Bhn
or
≤ 7 HRc
455
RPM 13905
6952
4635
3476
2781
2317
(364-546)
Fr
0.0032
0.0065
0.0097
0.0129
0.0162
0.0194
Feed (ipm)
45.0
45.0
45.0
45.0
45.0
45.0
COPPER ALLOYS
Alum Bronze, C110,
Muntz Brass
≤ 140 Bhn
or
≤ 3 HRc
305
RPM
9321
4660
3107
2330
1864
1553
(244-366)
Fr
0.0019
0.0039
0.0058
0.0077
0.0097
0.0116
Feed (ipm)
18.0
18.0
18.0
18.0
18.0
18.0
≤ 200 Bhn
or
≤ 23 HRc
160
RPM
4890
2445
1630
1222
978
815
(128-192)
Fr
0.0016
0.0033
0.0049
0.0065
0.0082
0.0098
Feed (ipm)
8.0
8.0
8.0
8.0
8.0
8.0
Bhn (Brinell) HRc (Rockwell C) HRb (Rockwell B)
rpm = Vc x 3.82 / D
1
ipm = Fr x rpm
reduce speed and feed 30 percent when using uncoated drills
reduce speed and feed for materials harder than listed
refer to the KYOCERA SGS Tool Wizard
®
for complete technical information (www.kyocera-sgstool.com)