
















 323 / 396
323 / 396

DRILLS
DRILLS
323
www.kyocera-sgstool.com
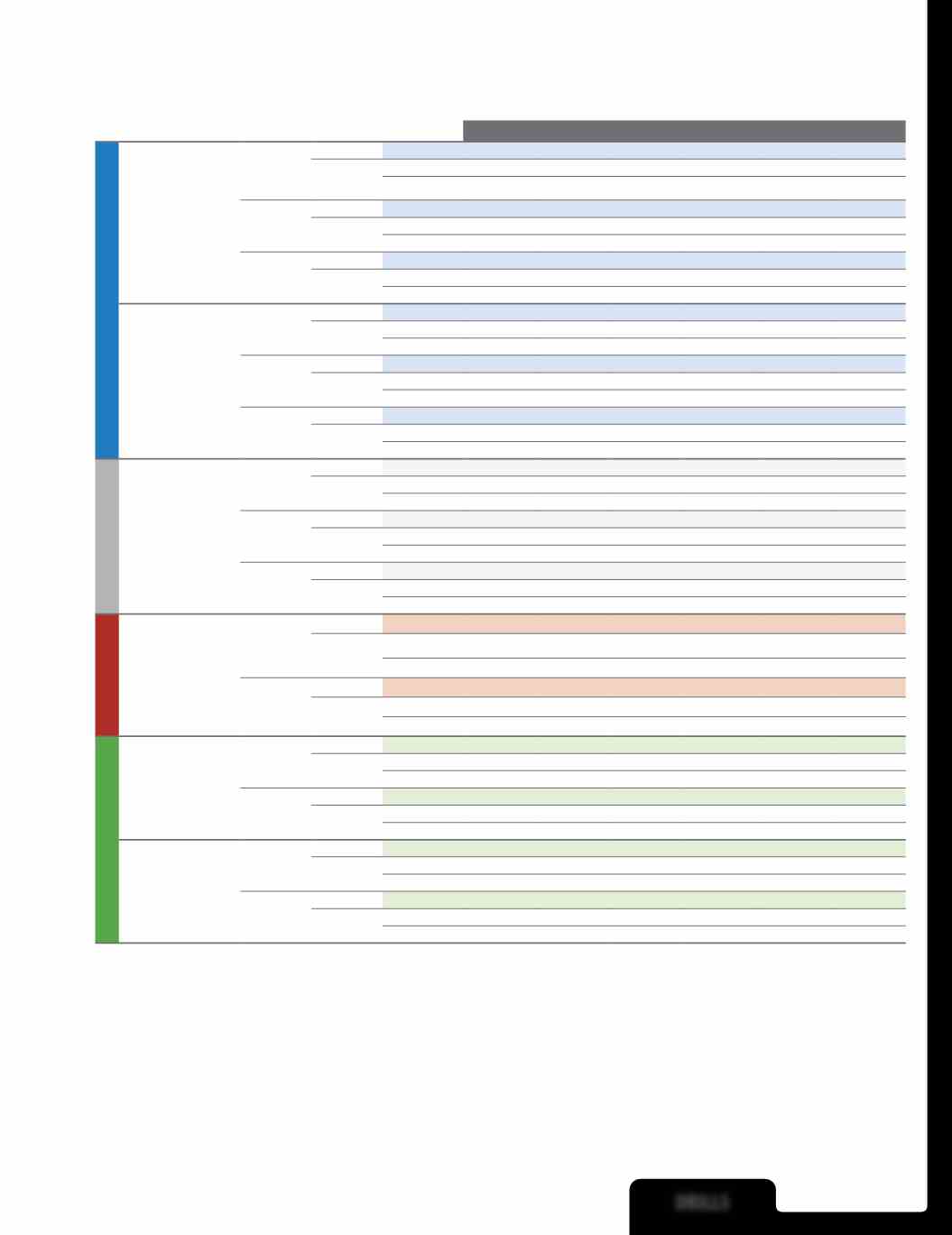
METRIC
3 Flute Drills
Series
103M
Metric
Hardness
Vc
(m/min)
Diameter (D
1
)
(mm)
3
6
10
12
16
20
P
CARBON STEELS
1018, 1040, 1080, 1090,
10L50, 1140, 1212,
12L15, 1525, 1536
≤ 175 Bhn
or
≤ 7 HRc
90
RPM
9533
4766
2860
2383
1787
1430
(72-108)
Fr
0.062
0.124
0.206
0.248
0.330
0.413
Feed (mm/min)
590
590
590
590
590
590
≤ 300 Bhn
or
≤ 32 HRc
79
RPM
8402
4201
2520
2100
1575
1260
(63-95)
Fr
0.055
0.110
0.183
0.219
0.292
0.365
Feed (mm/min)
460
460
460
460
460
460
≤ 425 Bhn
or
≤ 45 HRc
46
RPM
4847
2424
1454
1212
909
727
(37-55)
Fr
0.032
0.064
0.107
0.128
0.171
0.213
Feed (mm/min)
155
155
155
155
155
155
ALLOY STEELS
4140, 4150, 4320, 5120,
5150, 8630, 86L20, 50100
≤ 275 Bhn
or
≤ 28 HRc
70
RPM
7432
3716
2230
1858
1394
1115
(56-84)
Fr
0.046
0.093
0.155
0.186
0.248
0.309
Feed (mm/min)
345
345
345
345
345
345
≤ 375 Bhn
or
≤ 40 HRc
44
RPM
4686
2343
1406
1171
879
703
(35-53)
Fr
0.046
0.092
0.153
0.184
0.245
0.306
Feed (mm/min)
215
215
215
215
215
215
≤ 450 Bhn
or
≤ 48 HRc
35
RPM
3716
1858
1115
929
697
557
(28-42)
Fr
0.012
0.024
0.040
0.048
0.065
0.081
Feed (mm/min)
45
45
45
45
45
45
H
TOOL STEELS
A2, D2, H13, L2, M2,
P20, S7, T15, W2
≤ 250 Bhn
or
≤ 24 HRc
26
RPM
2747
1373
824
687
515
412
(21-31)
Fr
0.031
0.062
0.103
0.124
0.165
0.206
Feed (mm/min)
85
85
85
85
85
85
≤ 375 Bhn
or
≤ 40 HRc
20
RPM
2100
1050
630
525
394
315
(16-24)
Fr
0.017
0.033
0.056
0.067
0.089
0.111
Feed (mm/min)
35
35
35
35
35
35
≤ 475 Bhn
or
≤ 50 HRc
15
RPM
1616
808
485
404
303
242
(12-18)
Fr
0.015
0.031
0.052
0.062
0.083
0.103
Feed (mm/min)
25
25
25
25
25
25
K
CAST IRONS
Gray, Malleable,
Ductile
≤ 220 Bhn
or
≤ 19 HRc
76
RPM
8078
4039
2424
2020
1515
1212
(61-91)
Fr
0.063
0.126
0.210
0.253
0.337
0.421
Feed (mm/min)
510
510
510
510
510
510
≤ 330 Bhn
or
≤ 36 HRc
59
RPM
6301
3151
1890
1575
1181
945
(48-71)
Fr
0.052
0.105
0.175
0.209
0.279
0.349
Feed (mm/min)
330
330
330
330
330
330
N
ALUMINUM ALLOYS
2017, 2024, 356,
6061, 7075
≤ 80 Bhn
or
≤ 47 HRb
165
RPM
17449
8725
5235
4362
3272
2617
(132-198)
Fr
0.078
0.156
0.260
0.312
0.416
0.520
Feed (mm/min)
1360
1360
1360
1360
1360
1360
≤ 150 Bhn
or
≤ 7 HRc
139
RPM
14703
7351
4411
3676
2757
2205
(111-166)
Fr
0.078
0.156
0.261
0.313
0.417
0.521
Feed (mm/min)
1150
1150
1150
1150
1150
1150
COPPER ALLOYS
Alum Bronze, C110,
Muntz Brass
≤ 140 Bhn
or
≤ 3 HRc
93
RPM
9856
4928
2957
2464
1848
1478
(74-112)
Fr
0.047
0.094
0.157
0.189
0.252
0.315
Feed (mm/min)
465
465
465
465
465
465
≤ 200 Bhn
or
≤ 23 HRc
49
RPM
5170
2585
1551
1293
969
776
(39-59)
Fr
0.039
0.077
0.129
0.155
0.206
0.258
Feed (mm/min)
200
200
200
200
200
200
Bhn (Brinell) HRc (Rockwell C) HRb (Rockwell B)
rpm = (Vc x 1000) / (D
1
x 3.14)
mm/min = Fr x rpm
reduce speed and feed 30 percent when using uncoated drills
reduce speed and feed for materials harder than listed
refer to the KYOCERA SGS Tool Wizard
®
for complete technical information (www.kyocera-sgstool.com)