
















 160 / 396
160 / 396

NON-FERROUS
PLASTICS/COMPOSITES
160
www.kyocera-sgstool.com
END MILLS
END MILLS
47M
METRIC SERIES
mm
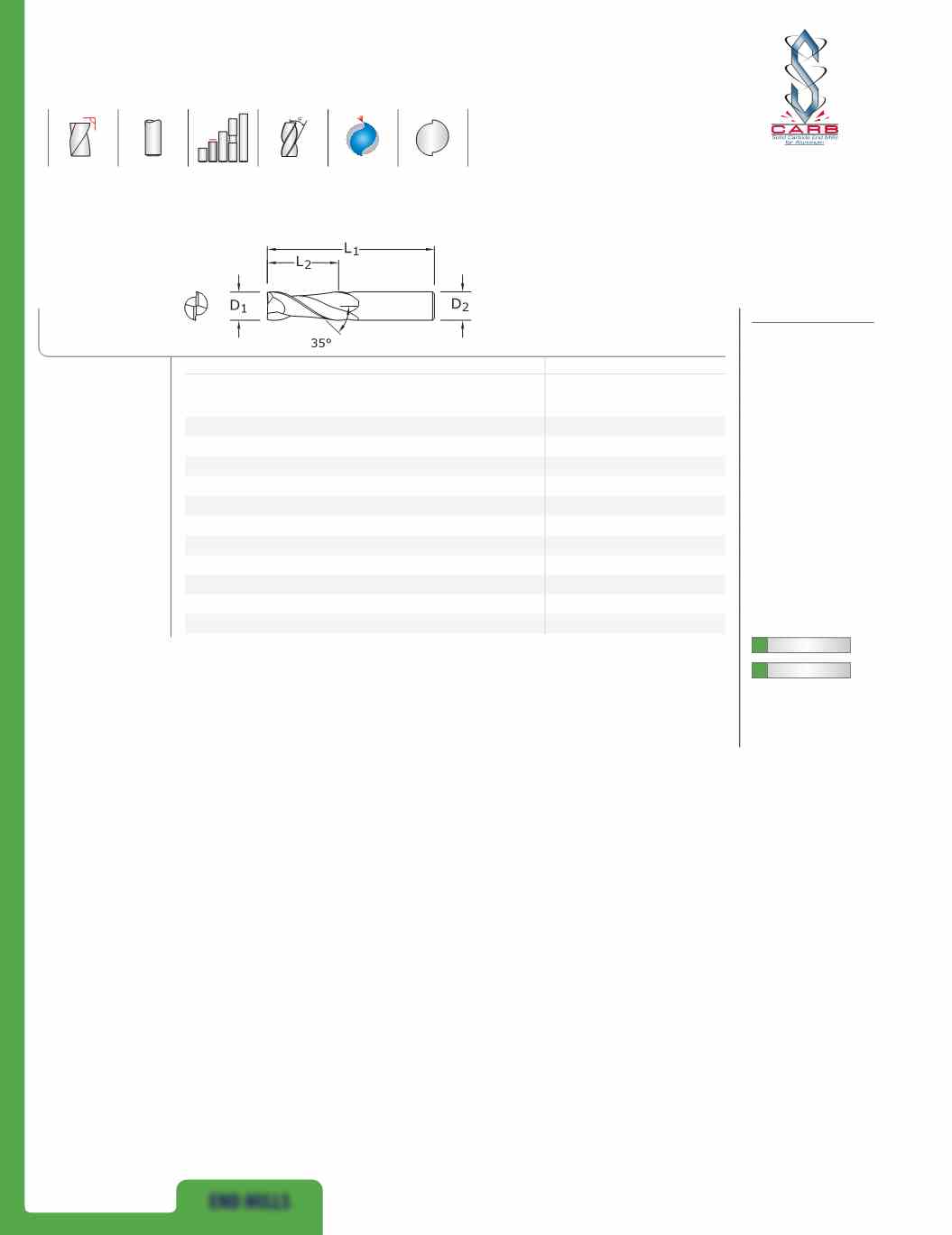
EDP NO.
CUTTING
DIAMETER
D
1
LENGTH
OF CUT
L
2
OVERALL
LENGTH
L
1
SHANK
DIAMETER
D
2
UNCOATED
Ti-NAMITE-B
(TiB
2
)
3,0
8,0
38,0
3,0
44550
44587
4,0
11,0
50,0
4,0
44551
44588
5,0
13,0
50,0
5,0
44552
44589
6,0
13,0
57,0
6,0
44553
44590
8,0
19,0
63,0
8,0
44554
44591
10,0
22,0
72,0
10,0
44555
44592
12,0
26,0
83,0
12,0
44556
44593
14,0
26,0
83,0
14,0
44557
44594
16,0
32,0
92,0
16,0
44558
44595
20,0
38,0
104,0
20,0
44559
44596
25,0
44,0
104,0
25,0
44560
44597
METRIC
S-Carb
®
POS
2
®
• Circular land reduces
edge aggressiveness
for varied speed and
feed rates
• 2 Flutes effectively
manage the large size
and volume of chips
produced during the
aggressive machining
process
• Excellent balance
at high speeds and
aggressive plunging
capability
• Recommended for
materials ≤ 150 Bhn
(≤ 7 HRc)
TOLERANCES
(mm)
3
DIAMETER
D
1
=
+0,000/–0,006
D
2
=
h
6
>3–6
DIAMETER
D
1
=
+0,000/–0,008
D
2
=
h
6
>6–10
DIAMETER
D
1
=
+0,000/–0,009
D
2
=
h
6
>10–18
DIAMETER
D
1
=
+0,000/–0,012
D
2
=
h
6
>18–25
DIAMETER
D
1
=
+0,000/–0,013
D
2
=
h
6
For patent
information visit
www.ksptpatents.com