
















 162 / 396
162 / 396

NON-FERROUS
PLASTICS/COMPOSITES
NON-FERROUS
PLASTICS/COMPOSITES
162
www.kyocera-sgstool.com
END MILLS
END MILLS
47MB
METRIC SERIES
mm
EDP NO.
CUTTING
DIAMETER
D
1
LENGTH
OF CUT
L
2
OVERALL
LENGTH
L
1
SHANK
DIAMETER
D
2
UNCOATED
Ti-NAMITE-B
(TiB
2
)
3,0
8,0
38,0
3,0
44570
44598
4,0
11,0
50,0
4,0
44571
44599
5,0
13,0
50,0
5,0
44572
44600
6,0
13,0
57,0
6,0
44573
44601
8,0
19,0
63,0
8,0
44574
44602
10,0
22,0
72,0
10,0
44575
44603
12,0
26,0
83,0
12,0
44576
44604
14,0
26,0
83,0
14,0
44577
44605
16,0
32,0
92,0
16,0
44578
44606
20,0
37,3
104,0
20,0
44579
44607
25,0
38,0
104,0
25,0
44580
44608
47MLB
METRIC SERIES
mm
EDP NO.
CUTTING
DIAMETER
D
1
LENGTH
OF CUT
L
2
OVERALL
LENGTH
L
1
SHANK
DIAMETER
D
2
REACH
L
3
UNCOATED
Ti-NAMITE-B
(TiB
2
)
6,0
10,0
100,0
6,0
54,0
44581
44615
8,0
12,0
100,0
8,0
54,0
44582
44616
10,0
12,0
100,0
10,0
54,0
44583
44617
12,0
16,0
150,0
12,0
80,0
44584
44618
16,0
20,0
150,0
16,0
80,0
44585
44619
20,0
25,0
150,0
20,0
80,0
44586
44620
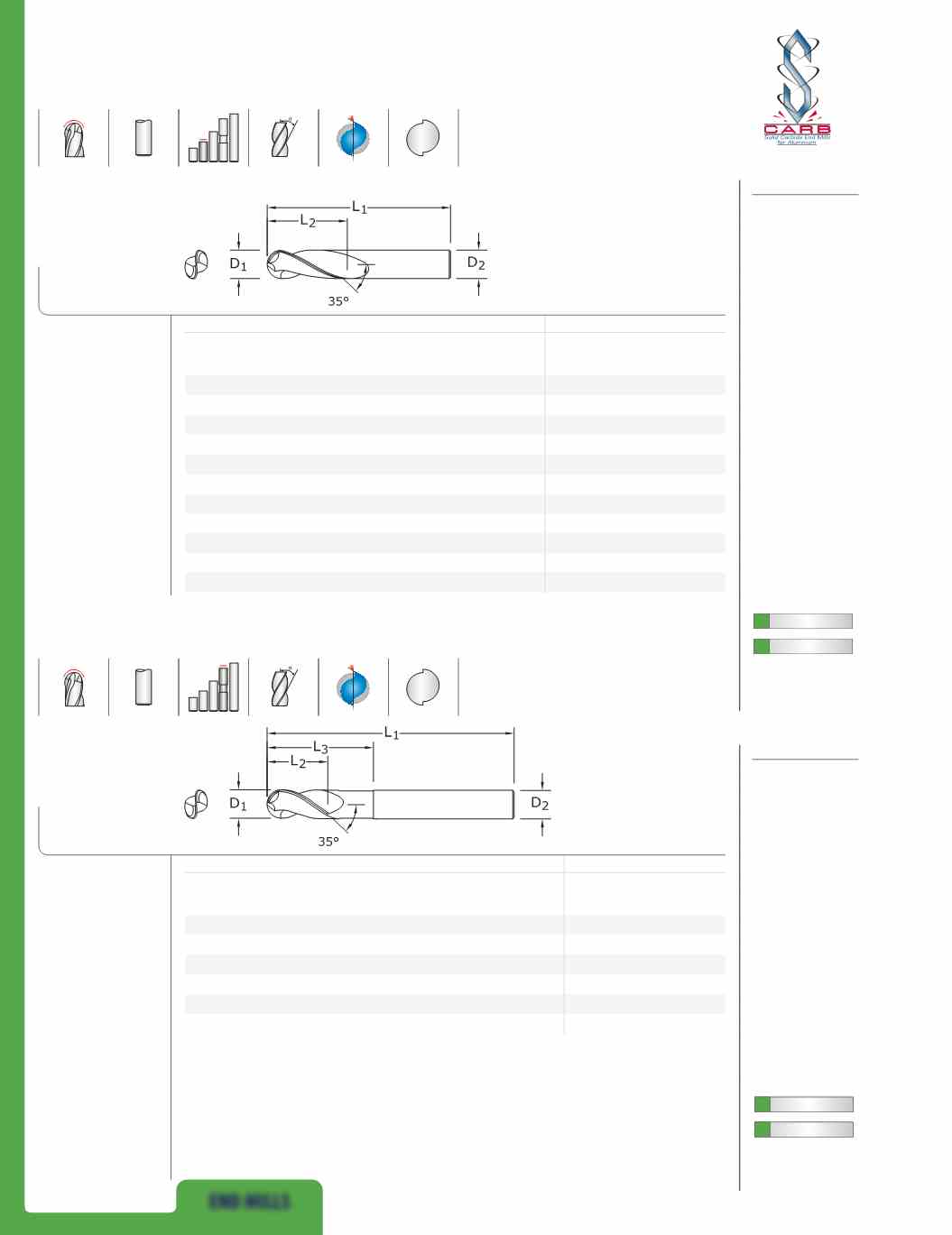
METRIC
S-Carb
®
• Circular land reduces
edge aggressiveness for
varied speed and feed
rates
• 2 Flutes effectively
manage the large size
and volume of chips
produced during the
aggressive machining
process
• Excellent balance at high
speeds and aggressive
plunging capability
• Ball nose design ideal for
finishing operations in
complex workpieces
• Recommended for
materials ≤ 150 Bhn
(≤ 7 HRc)
• Circular land reduces
edge aggressiveness for
varied speed and feed
rates
• 2 Flutes effectively
manage the large size
and volume of chips
produced during the
aggressive machining
process
• Excellent balance at high
speeds and aggressive
plunging capability
• Necked design with
blended diameter
transitions provide
clearance to reach
• Ball nose design ideal for
finishing operations in
complex workpieces
• Recommended for
materials ≤ 150 Bhn
(≤ 7 HRc)
POS
2
POS
2
TOLERANCES
(mm)
3
DIAMETER
D
1
=
+0,000/–0,006
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
>3–6
DIAMETER
D
1
=
+0,000/–0,008
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
>6–10
DIAMETER
D
1
=
+0,000/–0,009
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
>10–18
DIAMETER
D
1
=
+0,000/–0,012
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
>18–25
DIAMETER
D
1
=
+0,000/–0,013
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
TOLERANCES
(mm)
6
DIAMETER
D
1
=
+0,000/–0,008
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
>6–10
DIAMETER
D
1
=
+0,000/–0,009
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
>10–18
DIAMETER
D
1
=
+0,000/–0,011
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
>18–20
DIAMETER
D
1
=
+0,000/–0,013
D
2
=
h
6
BALL RADIUS
+0,0127/–0,0127
®
For patent
information visit
www.ksptpatents.com
For patent
information visit
www.ksptpatents.com