
















 24 / 396
24 / 396

24
END MILLS
END MILLS
www.kyocera-sgstool.com
Tool
• Whenever possible, select an end mill with the largest diameter, shortest flute length, and shortest overall
length for the best rigidity
• Long flute tools are not intended for pocketing, slotting, or heavy profiling – limit Ae to .02D
• High Performance tools minimize cycle time and extend tool life
Tool Holders
• Holders with adequate gripping pressure and TIR are required
• Stub holders or zero length collet style holders are recommended for heavy stock removal
• When using solid holders, hand ground screw flats are not recommended
Workpiece
• Secure clamping of the workpiece will reduce chatter and deflection
Machine
• Spindle must be in optimum condition for precise TIR and maximum tool life
• Sufficient horsepower is required to perform at recommended speeds and feeds
• Reduce rates for low power machines to prevent workpiece and / or tool damage
Coolant
• Avoid re-milling chips through use of air blast or liquid coolant as necessary
• Maintain clean coolant with appropriate concentration
• General recommendations:
—Water Soluble Oil or Air Blast: Tool Steels, Mold & Die Steels, Carbon or Alloy Steels
—Water Soluble Oil: Stainless Steels, Titanium, High Temperature Alloys, Non-Ferrous Alloys
Methods
• Climb milling is generally preferred
• Attention to programming details, tool holders, TIR, balance, fixturing, etc. improve cutting tool
performance and extend tool life
Application Tips
ENTRY METHODS
Tool
• Whenever possible, select an end mill with the largest diameter, shortest flute length,
and shortest overall length for the best rigidity
• Long flute tools are not intended for pocketing, slotting, or heavy profiling – limit Rw to .02D
• High Performance tools minimize cycle time and extend tool life
Tool Holders
• Holders with adequate gripping pressure and TIR are required
• Stub holders or zero length collet style holders are recommended for heavy stock removal
• When using solid holders, hand ground screw flats are not recommended
Workpiece
• Secure clamping of th workpiece will reduc chatter and deflection
Machine
• Spindle must be in optimum condition for precise TIR and maximum tool life
• Sufficient horsepower is required to perform at recommended speeds and feeds
• Reduce rates for low power machines to prevent workpiece and / or tool damage
Coolant
• Avoid re-milling chips through use of air blast or liquid coolant as necess ry
• Maintain cl an co lant with appropriate concentration
• General recommendations:
–Water Soluble Oil or Air Blast: Tool Steels, Mold & Die Steels, Carbon or Alloy Steels
–Water Soluble Oil: Stainless Steels, Titanium, High Temperature Alloys, Non-Ferrous Alloys
Methods
• Climb milling is generally preferred
• Attention to programming details, tool holders, TIR, balance, fixturing, etc. improve cutting tool
performance and extend tool life
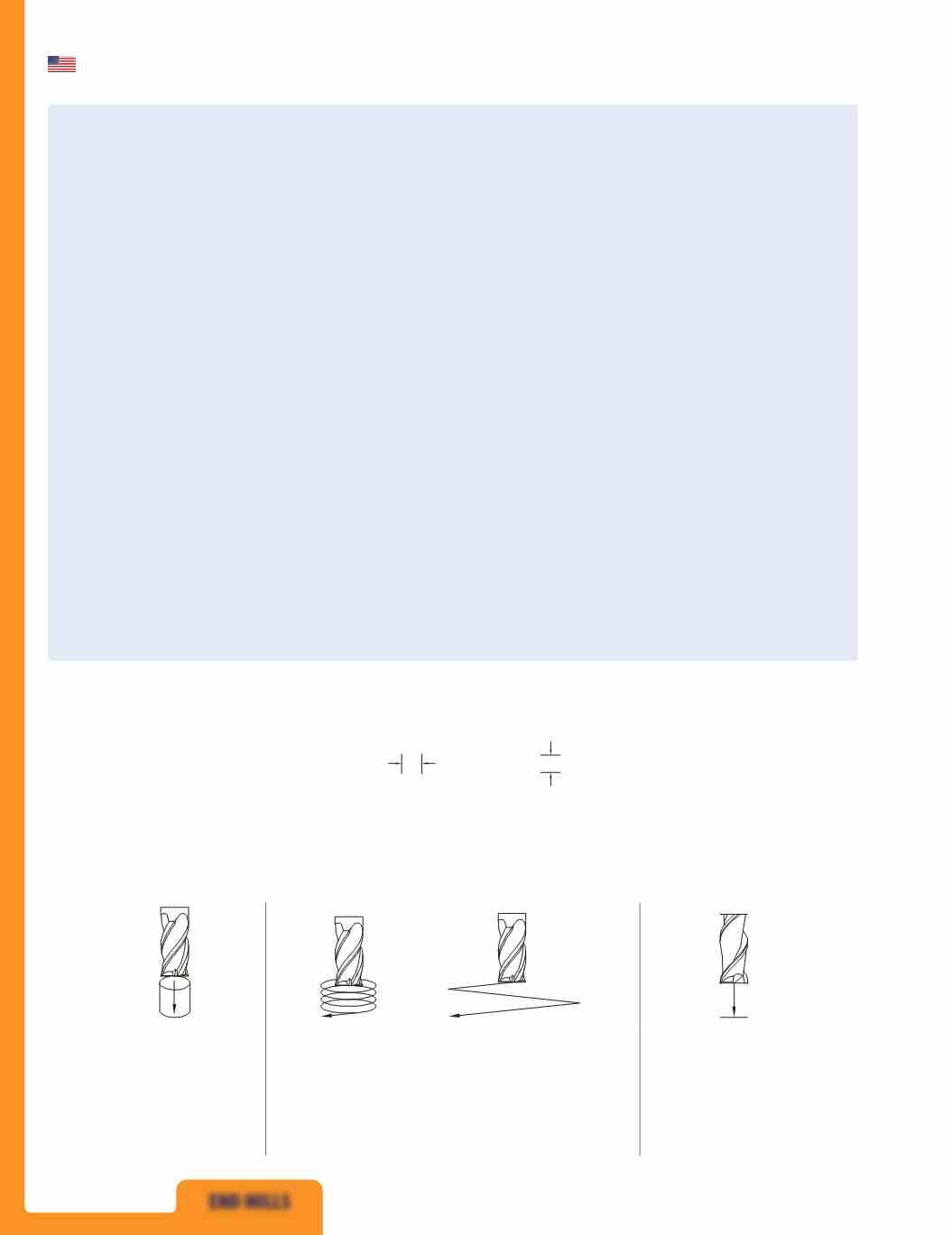
Pre-Drilled Hole
Pre-drilling is the preferred
entry method for most
applications.
Helical
Ramp
Straight
Ramp
Alternative methods are helical and straight ramping.
High ramp angles require reduced feed. Lower ramp
angles will allow higher feed rates and extend tool life.
Use slotting speeds and feeds for ramp angles of 1° to 2°.
Reduce feed to 25% when ramp angles approach 6°.
General purpose tools and/or difficult to machine
materials will require lower ramp angles and reduced feed.
Plunge
Plunge only in non-ferrous
and short-chipping materials
using slotting speeds and
25% slotting feeds.
END MILLING GUIDELINE
D
1
= cutting diameter L
2
= flute length
Speeds and Feeds for Cut Types are based on Radial Width ( Rw ) and Axial Depth ( Ad )
Reductions to Speeds and Feeds may be necessary when: • Rw and Ad exceed recommendations
• Using long flute or extended reach tools
• Using long tool holders
• Machining materials harder than listed
ENTRY METHODS
Tool
• Whenev r possible, se ct an end mill with the largest diameter, shortest flute length,
nd shortest overall length for the best rigidity
• Long flute tools are not intended for pocketing, slotting, or heavy profiling – limit Rw o .02D
• High Performance tools minimize cycle tim and extend ool life
Tool H lders
• Holders with adequate gripping ressure and TIR are requi d
• Stub holders or zero length collet style ho ders are recommended for heavy stock removal
• When usi g olid hol ers, hand ground screw flats are not recommended
Workpiece
• Secure lamping of the workpiece will reduc chatter nd deflectio
Machine
• Spindle must be in optimum condition for precise TIR and maxi um tool life
• Sufficient horsepower is requi d to perform at recommended speeds and fee s
• Reduc rates for low p er machines to prevent workpiece and / or tool damage
Coolant
• Avoid re-milling chips through use of air blast or liquid coolant as cessary
• Maintain cl an coolant with appro riate concentratio
• General r commendations:
–Water Soluble Oil or Air Blast: Tool Steels, Mold & Die Ste ls, Carbon or Alloy Steels
–Water Soluble Oil: Stainless Steels, Titanium, High Temperature Alloys, Non-Ferrous Alloys
Methods
• Climb milling s generally preferred
• Attention to programming details, tool h lders, TIR, balance, fixturing, etc. improve cutting ool
performance nd extend ool life
Pre-Drilled Hole
Pre-drilling is the prefer d
entry method for m st
applications.
Helical
Ramp
Straight
Ramp
Alternative methods are helical and straight ramping.
High ramp ngles requi reduc fe . Lower ramp
angles will allow higher fe d rates nd extend ool life.
Use slotting speeds and fee s for ramp ngles of 1° to 2°.
Reduc feed to 25% when ramp ngles approach 6°.
General purpose t ols and/or ifficult to machine
materi ls will requi low r ramp ngles and reduc fe .
Plunge
Plunge only in non-ferrous
and short-chipping materi ls
using lotting speeds and
25% slotting feeds.
END MILLING GUIDELIN
D
1
= cutting d ameter L
2
= flute length
Speeds and Feeds for Cut Types ar b sed on Radial W dth ( Rw ) and Axial Depth ( Ad )
Reductions Speeds and Feeds may be necessary when: • Rw and Ad exce d r commendations
• Using lo flute or extended reach tools
• Using lo t ol h lders
• Machining materials h rder than listed
ENTRY METHODS
T ol
• Whenever po sible, select an end mill w th the largest diameter, shortest flute ength,
and shortest overal length for the best rigidity
• Long flute t ols are not i tended for p cketing, slo ting, or heavy prof ling – limit Rw to .02D
• High Performance t ols mini ze cycle time and extend t o life
T ol H ders
• Holders with adequate gri ping pre sure and TIR are required
• Stub holders or zero l ngth collet style holders a e recommended for heavy stock removal
• When using solid holders, hand ground screw flats are not recommended
orkpiece
• Secure clamping f the workpiece will reduce chatter and deflection
achine
• Spindle must be in optimum cond tion for precis TIR and maximum t o life
• Sufficient horsepower is required to perform at recommended sp eds and f eds
• Reduce rat s for low power machines to prevent workpiece and / or t l damage
C olant
• Avoid re-milling chips through se of air blast r liquid c lant as nece sary
• Maintain clean c olant ith a propriate concentration
• General recommendations:
–Water Soluble Oil or Air Blast: Tool Steels, Mold & Die Steels, Carbon or Alloy St els
–Water Soluble Oil: Stainle s St els, Titanium, High Temp ratu e Alloys, Non-Fe rous Alloys
ethods
• Climb illing is enerally prefe red
• A tention o pr gramming details, tool holders, TIR, balance, fixturing, etc. improve cutting ol
performance and extend t o life
Pre-Drilled Hole
Pre-drilling is the pr fe red
entry method f r most
a plicat ons.
Helical
Ramp
Straight
Ramp
Alternative methods are helical and straight ramping.
High ramp angles r quire reduced f ed. Lowe ramp
angles will allow higher f ed rates and extend too life.
Use slo ting sp eds and feeds for ramp angles of 1° to 2°.
Reduce fe d to 25% when ramp angles a proach 6°.
General purpose t ols and/or di ficul to machine
materials will require lowe ramp angles and re uced f ed.
Plunge
Plunge only i no -ferrous
and short-chipping materials
using slo ting sp eds and
25% slo ting feeds.
END MI LING GUIDELINE
D
1
= cutting diameter
L
2
= flute ength
Sp eds and F eds for Cut Types are based on Radial Width ( Rw ) and Axial Depth ( Ad )
Reductions to Sp eds and F eds may be nece sary when: • Rw and Ad exc ed recommendations
• Using long flute or extended r ach t ols
• Using long t ol holders
• Machining materials harder than listed
ENTRY METHODS
Pre-drilling is the preferred entry
method for most applications.
Alternative methods are helical and straight ramping. High
ramp angles require reduced feed. Lower ramp angles will
allow higher feed rates and extend tool life. Use slotting
speeds and feeds for ramp angles of 1° to 2°. Reduce feed to
25% when ramp angles approach 6°. General purpose tools
and/or difficult to machine materials will require lower ramp
angles and reduced feed.
Plunge only in non-ferrous
and short-chipping materials
using slotting speeds and
25% slotting feeds.
END MILLING GUIDELINE
D
1
= cutting diameter L
2
= flute length
Speeds and Feeds for Cut Types are based on Radial Width ( Ae ) and Axial Depth ( Ap )
Reducti s t S ee s an Feeds may be nece sary when: • Ae and Ap exceed recommendations
• Using long flute or xt nded reach tools
• Using long tool holders
• Machining materials harder than listed