
















 26 / 396
26 / 396

26
END MILLS
END MILLS
www.kyocera-sgstool.com
Outil
• Chaque fois que possible, choisissez une fraise de plus grand diamètre possible, la plus courte
possible, elle garantira la meilleure rigidité
• Les outils longs ne sont pas optimum pour l’ébauche, le pocketing, le rainurage – Ae limité
à 0,02 D
• Les outils Haute performance optimisent les temps de cycle et de augmentent la durée de vie
Porte-outils
• Des attachements à serrage puissant et à faux rond précis sont recommandés
• Attachements à méplats ou pinces à serrage nominale sont recommandées pour les ébauches
• Lorsque vous utilisez des attachement rigides, les serrage de l’outil par vis ne sont pas
recommandés
Pièce
• Le système de fixation et de bridage de la pièce devra permettre de réduire les vibrations et
la déformation
Machine
• Broche doit être en bon état optimal au niveau de son faux rond
• Suffisamment puissance est nécessaire pour effectuer à des vitesses recommandées et se nourrit
• Réduire les efforts pour les machines de faible puissance pour éviter l’endommagement de la pièce
et / ou de l’outil
Liquide de
refroidissement
• Évitez les recyclage de copeaux par l'utilisation de soufflage d'air comprimé ou de liquide
de refroidissement.
• Maintenir le lubrifiant propre à la concentration appropriée
• Recommandations générales –
–Huile soluble ou Air comprimé: aciers à outils, aciers pour moules, aciersau carbone ou alliés
–Huile soluble: aciers inoxydables, titane, alliages à haute température, alliages non ferreux
Méthodes
• L’usinage en avalant est généralement préconisé
• Attention à la programmation, porte-outils, faux rond, équilibrage, fixation, etc améliorent les
performances de l'outil en coupe et prolonge la durée de vie
GUIDE DU FRAISAGE
D
1
= diamètre de coupe L
2
= longueur de coupe
Vitesses & avances pour ces cas d'usinage sont basées sur l’engagement radial ( Ae ), et axial ( Ap )
La réduction de la vitesse et de l'avance doit être nécessaire quand: • Les engagements Ae et Ap sont importants
• Des dentures longues ou des séries longues sont utilisées
• Des attachement longs sont utilisés
• Lors d'usinage de matériaux durs
Conseils relatifs à l’application
TYPES D’ENTREE MATIERE
Outil
• Chaque fois que possible, choisissez une fraise de plus grand diamètre possible, la plus courte
possible, elle gar ntira la meilleure rigidité
• Les outils longs ne sont pas optimum pour l’ébauche, le pocketing, le rainurage – ae limité
à 0,02 D
• Les outils Haute performance optimisent les temps de cycle et de augmentent la durée de vie
Porte-outils
• Des attachements à serrage puissant et à faux rond précis sont recommandés
• Attachements à méplats ou pinces à serrage nominale sont recommandées pour les ébauches
• Lorsque vous utilisez des attachement rigides, les serrage de l’outil par vis ne sont pas recommandés
Pièce
• Le système de fixation et de bridage de la pièce devra permettre de réduire les vibrations et la déformation
Machine
• Broche doit être en bon état optimal au niveau de son faux rond
• Suffisamment puissance est nécessaire pour effectuer à des vitesses recommandées et se nourrit
• Réduire les efforts pour les machines de faible puissance pour éviter l’endommagement de la pièce
et / ou de l’outil
Liquide de
• Évitez les recyclage de copeaux par l'utilisation de soufflage d'air comprimé ou de liquide de
refroidissement
refroidissement.
• Maintenir le lubrifiant propre à la concentration appropriée
• Recommandations générales –
–Huile soluble ou Air comprimé: aciers à outils, aci rs pour moules, aciersau carbone u alliés
–Huile soluble: aciers inoxydables, titane, alliages à haute température, alliages non ferreux
Méthodes
• L’usinage en avalant est généralement préconisé
• Attention à la programmation, porte-outils, faux rond, équilibrage, fixation, etc améliorent les
performances de l'outil en coupe et prolonge la durée de vie
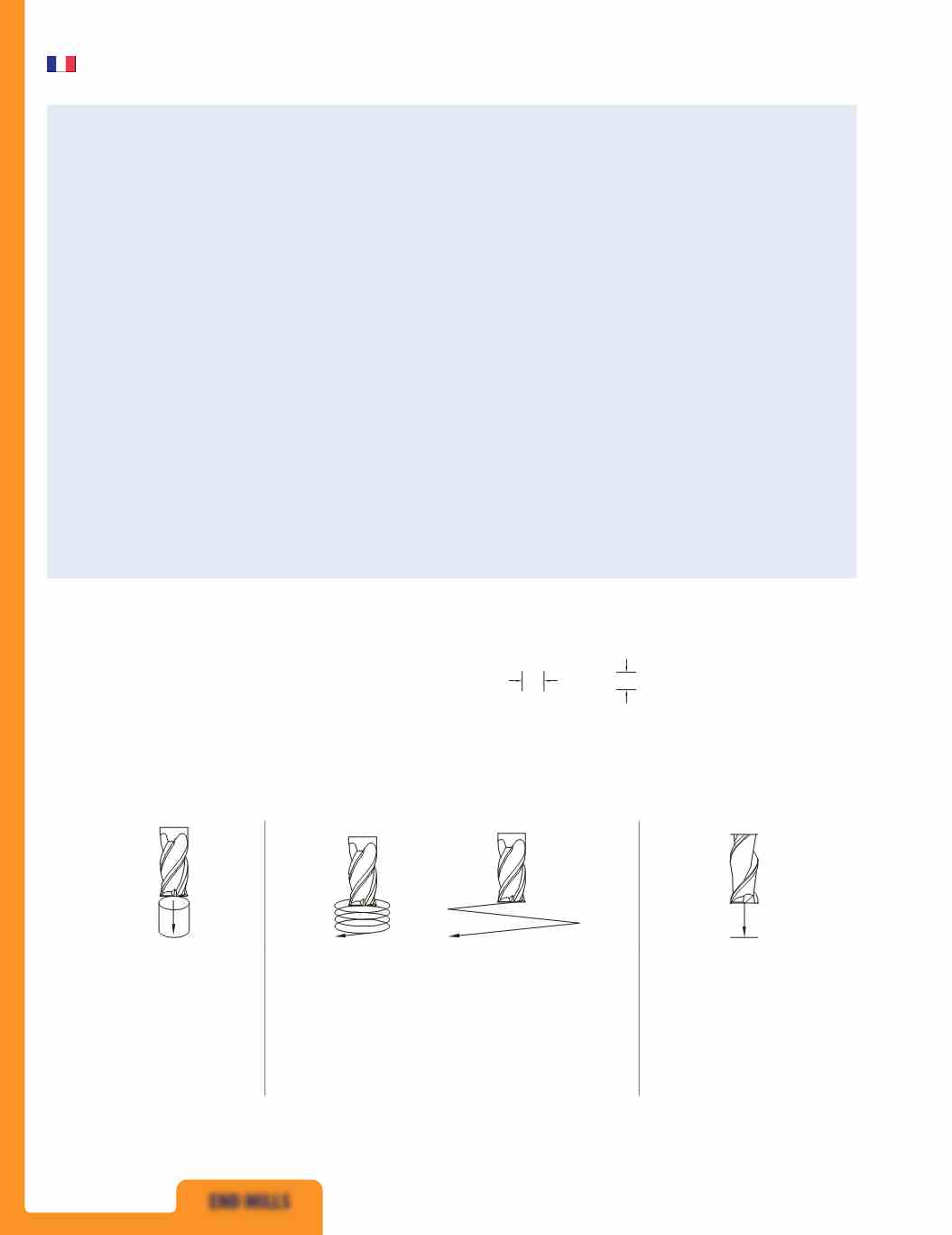
FRAISES 2 TAILLES : APPLICATION FRAISAGE
(Pour toute application spéciale voir la série d'outils spécifiques)
Preperçage
Le pré-perçage est la méthode
préférable dans la plupart de
applications.
Ramping
hélicoïdal
Ramping
droit
Plongée
Plongée uniquement dans les
non ferreux. Vitesse rainurage
et avances réduites de 25%.
GUIDE DU FRAISAGE
D
1
= diamètre de coupe L
2
= longueur de coupe
Vitesses & avances pour ces cas d'usinage sont basées sur l’engagement radial ( ae ), et axial ( ap )
La réduction de la vitesse et de l'avance doit être nécessaire quand: • Les engagements ap et ae sont impo tants
• Des dentures longues u de séries longues sont utilisées
• Des attachement longs sont utilisés
• Lors d'usinage de matériaux durs
TYPES D’ENTREE MATIERE
Les autres méthodes sont un ramping hélicoïdal
et un ramping droit. Les angles de ramping élevés exigent
une avance inférieure. Les angles de ramping inférieurs
permettent les taux d'avance supérieurs et prolongeront
la vie de l'outil. Utilisez des avances et vitesses de
mortaisage pour les angles de ramping de 1° à 2°.
Réduisez l'avance à 25 % lorsque les angles de ramping
avoisinent 6°. Les outils tout usage et/ou les matériaux
difficiles à usiner exigeront des angles de ramping
inférieurs et une charge réduite.
Outil
• Chaque fois que possible, choisissez une fraise de plus grand diamètre possible, la plus courte
possible, el garanti la meilleure rigidité
• Les outils longs e ont pas optimum pour l’ébauche, le pocketing, le rainur ge – a limité
à 0,02 D
• Les outils Haute performance optimisent les emps de cycle et de augmentent la durée de vie
Porte- utils
• Des attachements à serrage puissant et à faux rond précis sont recommandés
• Attachements à méplats ou pinces à serrage nominale sont recommandées pour les ébauches
• Lorsque vous utilisez des attachement rigides, les serrage de l’outil par vis ne ont pas recommandés
Pièce
• Le système de fixation et de bridage de la pièce devra permettre de rédui e les vibrations et la déformation
Machine
• Broche doit être en bo état optimal au niveau de son faux rond
• Suffisamment puissance est nécessaire pour effectuer à des vitesses recommandées et e nourrit
• Réduire les efforts pour les machines de faible puissance pour éviter l’endommagement de la pièce
et / ou de l’outi
Liquide de
• Évitez les recyclage de copeaux par l'utilisa on de soufflage d'air compri é ou de liquide de
refroidissement
refroidissement.
• Maintenir le lubrifiant propre à la concentration appro riée
• Recommandations générales –
–Huile so uble o Air compri é: aciers à outils, aciers pour moules, aciers u c rbone ou alliés
–Huile so uble: aciers inoxydables, titane, alliages à haute température, alliages non ferreux
Méthodes
• L’usinage en avalant est généralement préconisé
• Attention à la programmation, port - utils, faux rond, équilibrage, fixation, etc améliorent l s
performances de l'outil en coupe et prolonge la durée de vie
FRAISES 2 TAILLES : APPLICAT ON FRAISAGE
(Pour t te application spéciale voir la série d'outils spécifiques)
Prepe çage
Le pré-perçage est la méthode
préférable dans la plupart de
applications.
Ramping
hélicoïdal
Ramping
droit
Plongée
Plongée uniq ement dans les
non ferreux. Vitesse rainurage
et avances réduites d 25%.
GUIDE DU FRAISAGE
D
1
= diamètre de coupe L
2
= longueur de coupe
Vitesses & avances pour ces a d'u inage sont basées sur l’engagement radial ( ae ), et axial ( ap )
La réduction de la vitesse et de l'avance doit être nécessaire quand: • Les engagements ap et ae sont importants
• Des dentures longues ou des séries longues sont utilisées
• Des attachement lo s sont utilisés
• Lors d'u inage de matéri ux d rs
TYPES D’ENTREE MATIERE
Les autres méthodes sont un ramping hélicoïdal
et un ramping droit. Les angles d ramping élevés exig nt
une avance infér eure. Les angles de ramping infér eurs
permettent l s taux d'avance supérieurs et prolongeront
la vie de l'outil. U isez des avances et vitesses d
mortaisage pour les angles d ramping de 1° à 2 .
Réduisez l'avance à 25 % lorsque les angles d ramping
avoisinent 6°. Les outils tout usage et/ou les matéri ux
difficiles à usiner exig ront des angles d ramping
infér eurs et une charge réduite.
Outil
• Chaque fois que possible, choi is ez une fraise de plus grand iamètre possible, la plus courte
possibl , ll g rantir l meilleu e rigidité
• Les outils ongs ne sont pas opti um pour l’ébauche, l pocketing, le rainurage – ae lim té
à 0,02 D
• Les outils Haute performance opt m sent les temps de y l et de augmentent la durée de vie
Porte-outils
• Des ttachements à serrage puissan e à faux rond précis sont recom andés
• Attachements à méplats ou pinces à serrage nominale sont recom andées pour les ébauches
• Lorsque vous utilisez des att chement rigides, les serrage de l’outil par vis ne sont pas recommandés
Pièce
• Le y tème d fixation et de bridag de la pièc devra permettre d réduire l s vibrations et la déformation
Machine
• Broche doit ê re en bon état optimal u niveau de son faux rond
• Suffisam ent puissance est nécessaire pour ff ctuer à des vitesse recommandées et se nourrit
• Réduir l s efforts pour les machines de faible puissance pour éviter l’endom agement de la pièce
et / ou de l’outil
Liquide de
• Évitez les re y lage de copeaux par l'utilisation de soufflage d'air comprimé ou de liquide de
refro dissement
refroidissement.
• Maintenir e ubrifiant propre à la concentration appropriée
• Recommandations g n rales –
–Huile soluble ou Air omprimé: aciers à outils, ciers pour moules, aciersau c rbone ou alliés
–Huile soluble: aciers inoxydables, titane, alli ges à hau mpérature, alli ges o ferr ux
Méthodes
• L’usinage en v lant est g n ralement préconisé
• Attention à la program ati n, porte- tils, faux rond, équilibrage, fixation, etc améliorent les
perfo mances de l'outil en coupe et prolonge la durée de vie
FRAISE 2 TAILLES : APPLICATION FRAISAGE
(Pour toute application spéciale voir la série d'outil spécifiques)
Prep rçage
Le pré-perçage est la méthode
pr f rable dans la plupart de
applications.
Ramping
hélicoïdal
Ramping
droit
Plongée
Plongée uniquement dans les
o ferreux. Vitesse rainurage
et v nces réduites de 25%.
GUIDE DU FRAISAGE
D
1
= diamètre de coupe L
2
= long e r de coupe
Vites e & v nces pour ces cas d'usinage sont basées sur l’en a ement radial ( ae ), et axial ( ap )
La réduction de la vitess et de l' v nce doi ê re nécessaire quand: • Les en a ements ap et ae sont important
• Des dentures longues ou des séries longues son u ilisées
• Des ttachement longs son u ilisé
• Lors d'usinage de matériaux durs
TYPES D’ENTREE MATIER
Les autres méthodes sont un ramping hélicoïdal
et un ramping droit. Les angles de ramping élevés exigent
une av nce inférieure. Les angles de ramping inférieurs
permett nt les taux d' v nce supérieurs et prolongeront
la vie de l'outil. Utilisez des v nces et vites e de
mortaisage pour les angles de ramping de 1° à 2°.
Réduisez l' v nce à 25 % lorsqu l s angles de ramping
avoisinent 6°. Les outils tout sage et/ou les matériaux
d fficiles à usiner exigeront des angles de ramping
inférieurs et une charge réduite.
Le préperçage est la méthode
préférable dans la plupart de
applications.
Les autres méthodes sont un ramping hélicoïdal et un
ramping droit. Les angles de ramping élevés exigent
une avance inférieure. Les angles de ramping inférieurs
permettent les taux d'avance supérieurs et prolongeront la
vie de l'outil. Utilisez des avances et vitesses de mortaisage
pour les angles de ramping de 1° à 2°. Réduisez l'avance à
25 % lorsque les angles de ramping avoisinent 6°. Les outils
tout usage et/ou les matériaux difficiles à u iner exigeront
des angles de rampin inférieurs et une charge réduite.
Plongée uniquement dans les
non ferreux. Vitesse rainurage
et avances réduites de 25%.