
















 25 / 396
25 / 396

25
END MILLS
END MILLS
www.kyocera-sgstool.com
Herramientas
• Siempre que sea posible, seleccione el cortador con el mayor diámetro, largo de filo y largo total mas corto
posible para obtener una mejor rigidez.
• Las herramientas con filos largos no son recomendadas para operaciones de apertura de cajas en el
maquinado, operación de ranurado o perfilado pesado – limitar la profundidad radial (Ae) a .02D
• Las herramientas de alto desempeño minimizan el tiempo de ciclo del maquinado y extienden la vida útil de
la herramienta
Portaherramientas
• Los Portaherramientas deberán tener buena presión de agarre para la sujeción de la herramienta y una
concentricidad máxima indicada (TIR)
• Se recomienda usar portaherramientas de agarre directo cortos, o de boquilla con longitud cero para lograr
un máximo arranque de viruta
• Cuando se utilicen portaherramientas de agarre directo, no se recomienda hacer manualmente el plano para
la sujeción del tornillo en el zanco de la herramienta
Pieza a maquinar
• La buena sujeción de la pieza a maquinar reducirá la vibración y la desviación de la herramienta
Máquina
• El usillo de la maquina debe estar en condiciones optimas, para asegurar la concentricidad de giro (TIR)
y asegurar el máximo rendimiento de la herramienta
• Para lograr los avances y velocidades recomendados, se necesita suficiente potencia (HP) en la maquina
• Reducir los parámetros de corte en maquinas de baja potencia (HP) para prevenir el daño en la herramienta
o pieza de trabajo
Refrigerante
• Evite el re-maquinado de virutas usando aire a presión o líquido refrigerante según sea necesario
• Mantener limpio el refrigerante con su concentración adecuada
• Recomendaciones generales:
–Para el maquinado de Aceros Grado Herramienta, para Moldes y Dados o Aleaciones de Bajo Carbón, utilice
Aceite Soluble en Agua o aire a presión
–Para el maquinado de Aleaciones Inoxidables, Aleaciones de Alta Temperatura, Titanio y Aleaciones No
Ferrosas, utilice solamente Aceite Soluble en Agua
Métodos
• Se recomienda el maquinado en sentido ascendente o trepado
• El cuidado en los detalles de la programación, la concentricidad de giro (TIR) el balance de los
portaherramientas, la sujeción de la pieza a maquinar, etc. son factores que contribuyen a prolongar la vida
de la herramienta
GUÍAS DE FRESADO
D
1
= diámetro de corte L
2
= largo de filo
Las velocidades y avances para cortes están basados en la profundidad radial ( Ae ), y profundidad axial ( Ap )
Reducciones en velocidades y avances serán necesarias cuando: • Ae y Ap exceda las recomendaciones
• Se utilicen filos largos o herramientas de largo alcance
• Se utilicen portaherramientas largos
• Se maquinen materiales más duros que los recomendados
Puntas para aplicaciones
MÉTODOS DE ENTRADA
Herramientas
• Siempre que sea posible, seleccione el cortador con el mayor diámetro, largo de filo y largo total mas
corto p sible para obtener una mejor rigidez.
• Las herramientas con filos largos no son recomendadas para operaciones de apertura de cajas en el
maquinado, operación de r nurado o perfilado pesado – limitar la profundidad radi l (Rw) a .02D
• Las herra ientas de alto desempeño minimizan el tiempo de ciclo del maquinado y extienden la vida
útil de la herram enta
Portaherramientas
• Los Portaherramientas deberán tener buena presión de agarre para la sujeción de la herramienta y una
concentricidad máxima indicada (TIR)
• Se recomienda usar portaherramientas de agarre directo cortos, o de boquilla con longitud cero para
lograr un máximo arranque de viruta
• Cuando se utilicen portaherra ientas de agarre directo, no se recomienda hacer manualmente el plano
para la sujeción del tornillo en el zanco de la herramienta
Pieza a maquinar
• La buena sujeción de la pieza a maquinar reducirá la vibración y la desviación de la herramienta
Máquina
• El usillo de la maquina debe estar en condiciones optimas, para asegurar la concentricidad de giro
(TIR) y asegurar el máximo rendimiento de la herrami nta
• Par lograr los avances y velocidades recomendados, se necesit suficiente potencia (HP) en la maquina
• Reducir los parám tros de corte en maquinas de baja potencia (HP) para prevenir el daño en la
herramienta o pieza de trabajo
Refrigerante
• Evite el re-maquinado de virutas usando aire a presión o líquido refrigerante según sea necesario
• Mantener limpio el refrigerante con su concentración adecuada
• Recomendaciones generales:
–Para el maquinado de Aceros Grado Herramienta, para Moldes y Dados o Aleaciones de Bajo
Carbón, utilice Aceite Soluble en Agua o aire a presión
–Para el maquinado de Aleaciones Inoxidables, Aleaciones de Alta Temperatura, Titanio
y Aleaciones No Ferrosas, utilice solamente Aceite Soluble en Agua
Métodos
• Se recomienda el maquinado en sentido ascendente o trepado
• El cuidado en los detalles de la programación, la concentricidad de giro (TIR) el balance de los
portaherramientas, la sujeción de la pieza a maquinar, etc. son factores que contribuyen a prolongar
la vida de la herramienta
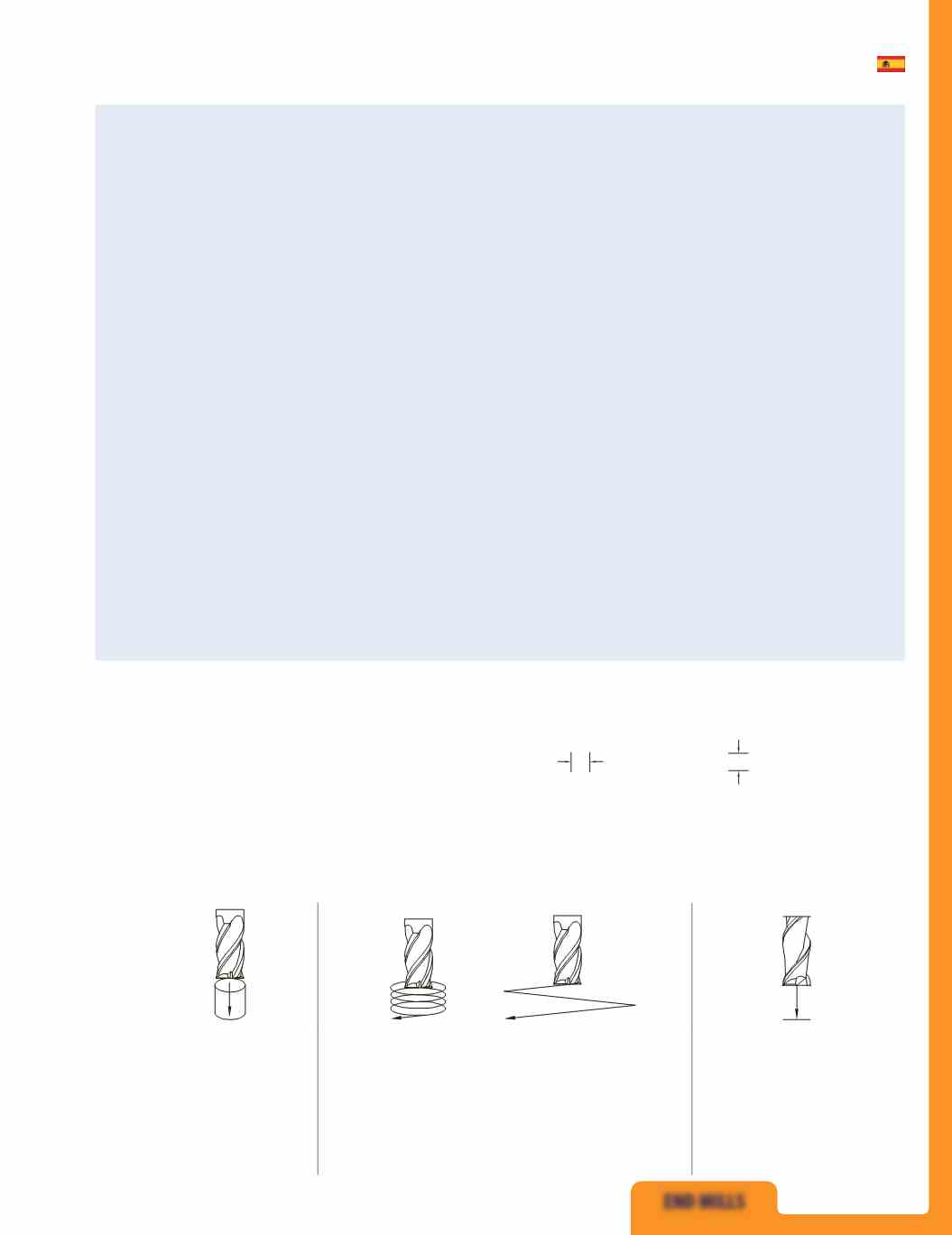
SUGERENCIAS DE APLICACIÓN DE FRESADO
( Para sugerencias adicionales, consulte las series específicas de cada herramienta)
Barreno previo
Preferentemente usar un
barreno previo como método
de entrada para la mayor
parte de las aplicaciones.
Rampa
helicoidal
Rampa
recta
Agujero o
Barrenado
Este método se puede utilizar
únicamente en materiales
no ferrosos y materiales de
formación de virutas cortas,
usando la velocidad de ranurado
y el 25% de su avance.
GUÍAS DE FRESADO
D
1
= diámetro de corte L
2
= largo de filo
Las velocidades y avances para cortes están basados en la profundidad radial ( Rw ), y profundidad axial ( Ad )
Reducciones en velocidades y avances serán necesarias cuando: • Rw y Ad exceda las recomendaciones
• Se utilicen filos largos o herramientas de largo alcance
• Se utilicen portaherramientas largos
• Se maquinen materiales más duros que los recomendados
MÉTODOS DE ENTRADA
Los métodos alternativos son las rampas helicoidales y
rectas. Un ángulo elevado de rampa necesita un avance
reducido. Un ángulo de rampa inferior permitirá tasas de
avance más elevadas y una mayor duración de la
herramienta. Usar velocidades y alcances de ranurado para
ángulos de rampa de 1° a 2°. Disminuir el avance un 25%
cuando los ángulos de rampa se aproximan a 6°. Las
herramientas de uso general y/o materiales difíciles de
mecanizar precisarán ángulos de rampa inferiores y un
avance reducido.
Herramientas
• Siempre que sea posible, seleccione el cortador c n el mayor diámetro, largo de filo y argo total mas
corto posible para obtener una m jor rigid z.
• Las herramientas con filos largos n son recomendadas p ra operaciones d apertura de cajas en el
maquinado, peración de ranur do o perfilado p sado – limitar la profundida r ial (Rw) a .02D
• Las herramientas de alto desempeño minim zan el ti mpo de ciclo del maquinado y exti nd la vida
útil de la herramienta
Portaherramientas
• Los P rtaherramientas deberán tener buena presión de agarre para l sujeción de la herramienta y una
con e tricidad máxima ndicada (TIR)
• Se recomienda usar po taherramientas de agarre directo ortos, o de boquilla con l gitud cero para
lograr un máximo arranque de viruta
• Cuando se utilicen portaherramientas de agarre directo, n se recomienda hacer manu lmente el plano
para l sujeción del tornillo en el zanco de la herramienta
Pieza a m quinar
• La buena sujeción de la pieza a m quinar reducirá la vibración y la desviación de la herrami nta
Máquina
• El usi lo de la m quina debe star en condiciones optimas, para segurar la con e tricidad e giro
(TIR) y asegurar el máximo rendimiento de la herramienta
• Para lograr los avances y velocid des r comendados, se necesita uficiente potencia (HP) en la m quina
• Reducir los parámetros de corte en maquinas de baja potencia (HP) para p evenir l daño en la
herramienta o pieza de trabajo
Refrige ante
• Evite el re-maquinado de virutas usando aire a presión o líquido refrige ante según sea n cesario
• Mantener limpio el refrige ante con su con e tración adecuada
• Recomendaciones general s:
–Para el maquinado de Aceros Grado Herramienta, p ra Moldes y Dados o Aleaciones d Bajo
Carbón, utilice A eite Soluble en Agua o ire a presión
–Para el maquinado de Al aciones Inoxidables, Aleaciones d Alta Temp ratu , Titan o
y Aleaciones No Ferrosas, utilice solamente Aceite Soluble en Agua
Métodos
• Se recomienda el maquinado en s ntido ascend te o trepado
• El cuidado en los detalles d la programación, la con e tricidad e giro (TIR) el balance de los
portaherramientas, l sujeción de la pieza a m quinar, etc. son factores que contribuyen a prolongar
la vida de la herramienta
SUGERENCIAS DE APLICACIÓN DE FRESADO
( Para sugerencias adicionales, consulte las series esp cíficas de cada herramienta)
Barreno previo
Prefe ntemente usar un
barreno previo como étodo
de entrada para la mayor
parte de las aplicaciones.
Ramp
helicoidal
Ramp
recta
Agujero o
Barrenado
Este método se puede utilizar
únicamente en materiales
no ferrosos y material s d
formación de virutas cortas,
usando la velocidad e ranur do
y el 25% de su avance.
GUÍAS DE FRESADO
D
1
= diámetro de corte L
2
= largo de filo
Las velocidades y avances para cortes están basados en la profundida r ial ( Rw ), y profundida axial ( Ad )
Reducciones en v locidades y avances s rán necesarias cuando: • Rw y Ad exc da las recomendaciones
• Se utilicen filos largos o herramientas de largo alcan e
• Se utilicen portaherramientas largos
• Se maquinen materiales más duros que los recomendados
MÉTODOS DE ENTRADA
Los métodos alternativos s n las r mpas helicoidales y
rectas. Un ángulo elevado de ramp necesita un avance
reduci o. Un ángulo de ramp inferior pe miti á asas de
avance más elevadas y una m yor du ación de la
herramienta. Usar velocidades y alcan es d ranur do para
ángulos de ramp de 1° a 2 . Disminuir el avance un 25%
cuando los ángulos de ramp se aproximan a 6°. Las
herramientas de uso general y/o materiales difíciles d
mecaniz r precisarán ángulos de ramp inferiores y un
avance reduci o.
Herramientas
• Siempre que sea posible, sel c ion l cortador con el mayor diámetro, largo de filo y larg to al mas
cort posible pa obt ner una mejor rig dez.
• Las herramientas con filos largos no son recomen das par operaciones de apertura de caj s en el
maquinad , operación de ranurado perfilado pes do – l mitar la pr fun i ad rad al (Rw) a .02D
• Las herramientas de alto d s mpeño min mizan el tiempo de ci lo del maquinado y extienden la vida
útil de la herramienta
Portaherramientas
• Los Portaherramientas d berán tener buena presión de agarre par la sujeción de la herramienta y una
concentric ad máxima indic da (TIR)
• Se recomienda usar portaherramientas de garre directo cortos, o de boquilla con longitud cero par
log a un máximo arranque de viruta
• Cuando se utilicen portaherramientas de garre directo, no se recomienda hacer manualmente plano
p r la sujeción del tornillo en el zanco de la herramienta
Piez maquinar
• La buena sujeción de la pieza maquinar ed cirá la vibración y la desviación de la herramienta
Máquina
• El usillo de la maquina d be star en condic ones optimas, par segu a la concentric ad e giro
(TIR) y asegu a el máximo r nd miento de la he ramienta
• P r log a los av nces y veloci ades recomen ado , e n cesita sufic ente potencia (HP) en la maquina
• Reducir los parámetros de cort n maquinas de baj potencia (HP) par pr v nir el daño en la
herramienta o pieza de trabajo
Refrigerante
• Evit l re-maquinado de virutas usando aire a presión o líquido refrigerante según sea n cesario
• Mant ner limpio el refrigerante con su concentración adecuada
• Recomendaciones g ner les:
–P r el maquinado de Aceros Grado Herramienta, par Moldes y Dados o Aleaciones de Bajo
Carbón, utilice Aceite Soluble n Agua o aire a presión
–P r el maquinado de Aleaciones Inoxidables, Aleaciones de Alta Temperatura, Titanio
y Aleaciones No Ferro as, utilice solamente Aceite Soluble n Agua
Mét dos
• Se recomienda el maquinado en sentido ascendente o trepado
• El cui ado en los detalles de la programación, la concentric ad e giro (TIR) el bal nce de los
portaherramientas, la sujeción de la piez maquinar, etc. son factores que contribuyen a prol ngar
la vida de la herramienta
SUGERENCIAS DE APLICACIÓN DE FRESADO
( Par sug r ncias adic onales, consulte las series específicas de cada herramienta)
Barreno previo
Pr f r ntemente usar un
barreno previo como mét do
de ntrada par la mayor
parte de las apli aciones.
Rampa
helicoidal
Rampa
recta
Agujero
Barrenado
Este mét do se pu de utilizar
únicamente n materiales
no ferr s y materiales de
formación de virutas cortas,
usando la velocidad e ranurado
y el 25% de su v nce.
GUÍAS DE FRESADO
D
1
= diámetro de corte L
2
= largo de filo
Las veloci ades y av nces par cortes están b s dos en la profun i ad radial ( Rw ), y profun i ad axial ( Ad )
Reduc iones en veloci ades y av nce erán ces rias cuando: • Rw y Ad exced las recomendaciones
• Se utilicen filos largos o herramientas de largo alcance
• Se utilicen portaherramientas largos
• Se maqui en materiales más duros que los recomen ados
MÉTODOS D NTRADA
Los métodos alternativo on las rampas helicoidales y
rectas. Un ángulo el vado de rampa n cesita un v nce
reducido. Un ángulo de rampa infe ior permitirá ta as de
vance más l vadas y una mayor duración de la
herramienta. Usar velocidades y alcances de ranurado par
ángulos de rampa de 1° a 2°. Disminuir el v nce un 25%
cuand los ángulos de rampa se aproximan a 6°. Las
herramientas de uso g neral y/o materiales difíciles de
mecaniza precisarán ángulos de rampa inferiores y un
vance reducido.
Preferentemente usar un barreno
previ como método de entrada
pa a l m yor p rte de las
aplicaciones.
Los métodos alternativos son las rampas helicoidales y
r ctas. Un ángulo elev de r
cesita un avan
d cido. Un ángulo de r mp i
r permitirá t
nce más elevad s y una ma o u
de l herramienta.
Usar velocidades y al anc e ranur do para á gul s de
rampa de 1° a 2°. Disminuir el avance un 25% cuando los
ángulos de rampa se aproximan a 6°. Las herramientas de
uso general y/o materiales difíciles de mecanizar precisarán
ángulos de rampa inferiores y un avance reducido.
ste étodo se puede tiliz r
i
e te en materi l no
ferr s y materiales d formación
de virutas cor , usando la
veloci ad de r nurado y el 25%
de su avance.