
















 52 / 396
52 / 396

STEELS
STAINLESSSTEELS
CAST IRON
HIGHTEMPALLOYS
TITANIUM
HARDENEDSTEELS
52
www.kyocera-sgstool.com
END MILLS
END MILLS
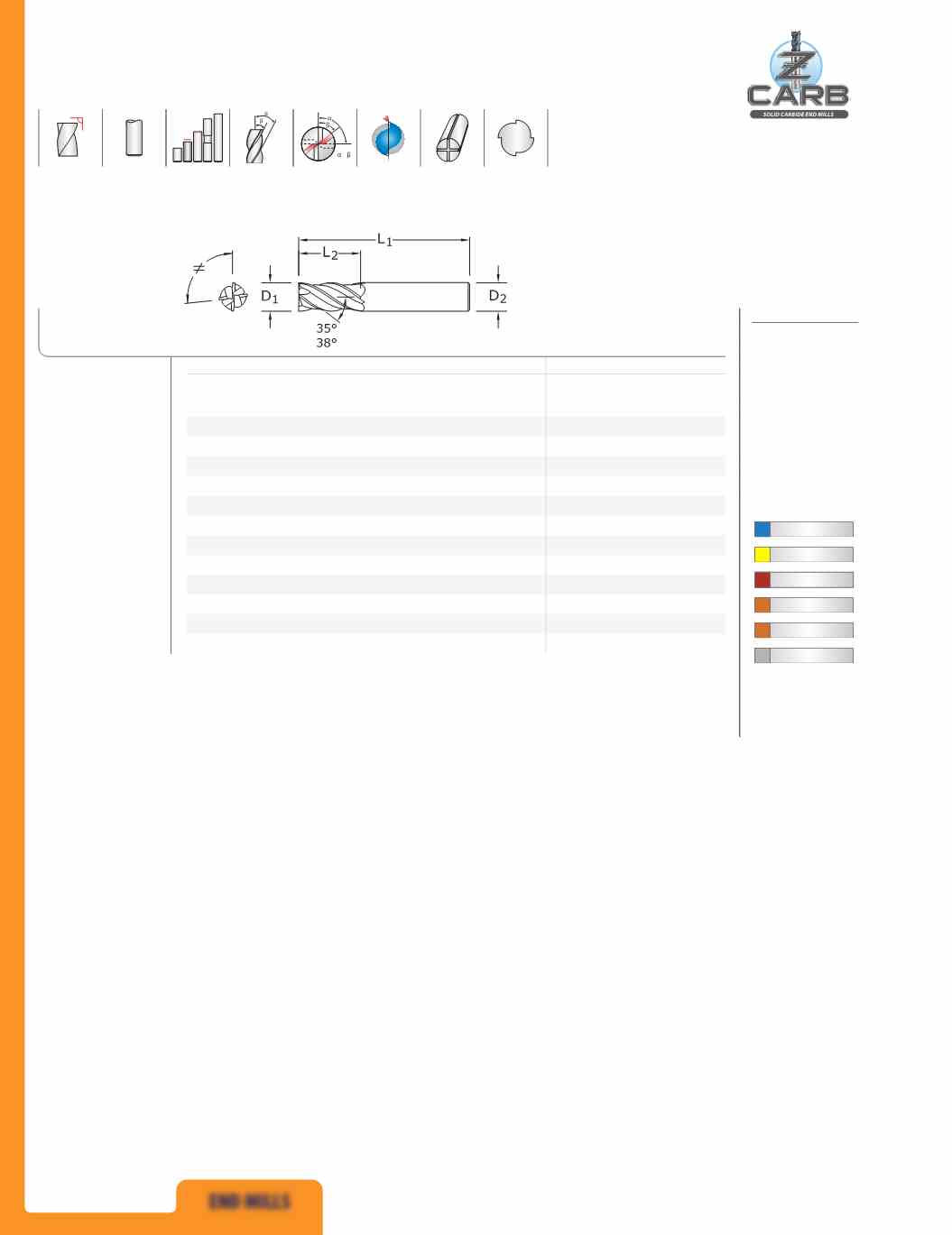
Z1M
METRIC SERIES
mm
EDP NO.
CUTTING
DIAMETER
D
1
LENGTH
OF CUT
L
2
OVERALL
LENGTH
L
1
SHANK
DIAMETER
D
2
Ti-NAMITE-A
(AlTiN)
JetStream
3,0
8,0
57,0
6,0
46357
–
4,0
11,0
57,0
6,0
46358
–
5,0
13,0
57,0
6,0
46359
–
6,0
13,0
57,0
6,0
46360
–
8,0
19,0
63,0
8,0
46362
–
10,0
22,0
72,0
10,0
46364
–
12,0
26,0
83,0
12,0
46366
–
14,0
26,0
83,0
14,0
46368
46506
16,0
32,0
92,0
16,0
46370
46507
18,0
32,0
92,0
18,0
46372
46508
20,0
38,0
104,0
20,0
46374
46509
25,0
38,0
104,0
25,0
46376
46510
METRIC
Z-Carb
• Unequal helix design
aids in damaging
harmonics by changing
the angle at which each
cutting edge enters and
exits the material
• Unequal flute spacing
helps to disrupt the
rhythmic pattern created
by the cutting edge
helping to suppress
damaging harmonics
• Optimal material removal
rates through increased
feed and depths of cut
• Recommended for
materials ≤ 45 HRc
(≤ 420 Bhn)
≠
POS
4
TOLERANCES
(mm)
3–6
DIAMETER
D
1
=
+0,000/–0,030
D
2
=
h
6
>6–10
DIAMETER
D
1
=
+0,000/–0,040
D
2
=
h
6
>10–25
DIAMETER
D
1
=
+0,000/–0,050
D
2
=
h
6
For patent
information visit
www.ksptpatents.com