
















 49 / 396
49 / 396

STEELS
STAINLESSSTEELS
CAST IRON
HIGHTEMPALLOYS
TITANIUM
HARDENEDSTEELS
49
www.kyocera-sgstool.com
END MILLS
END MILLS
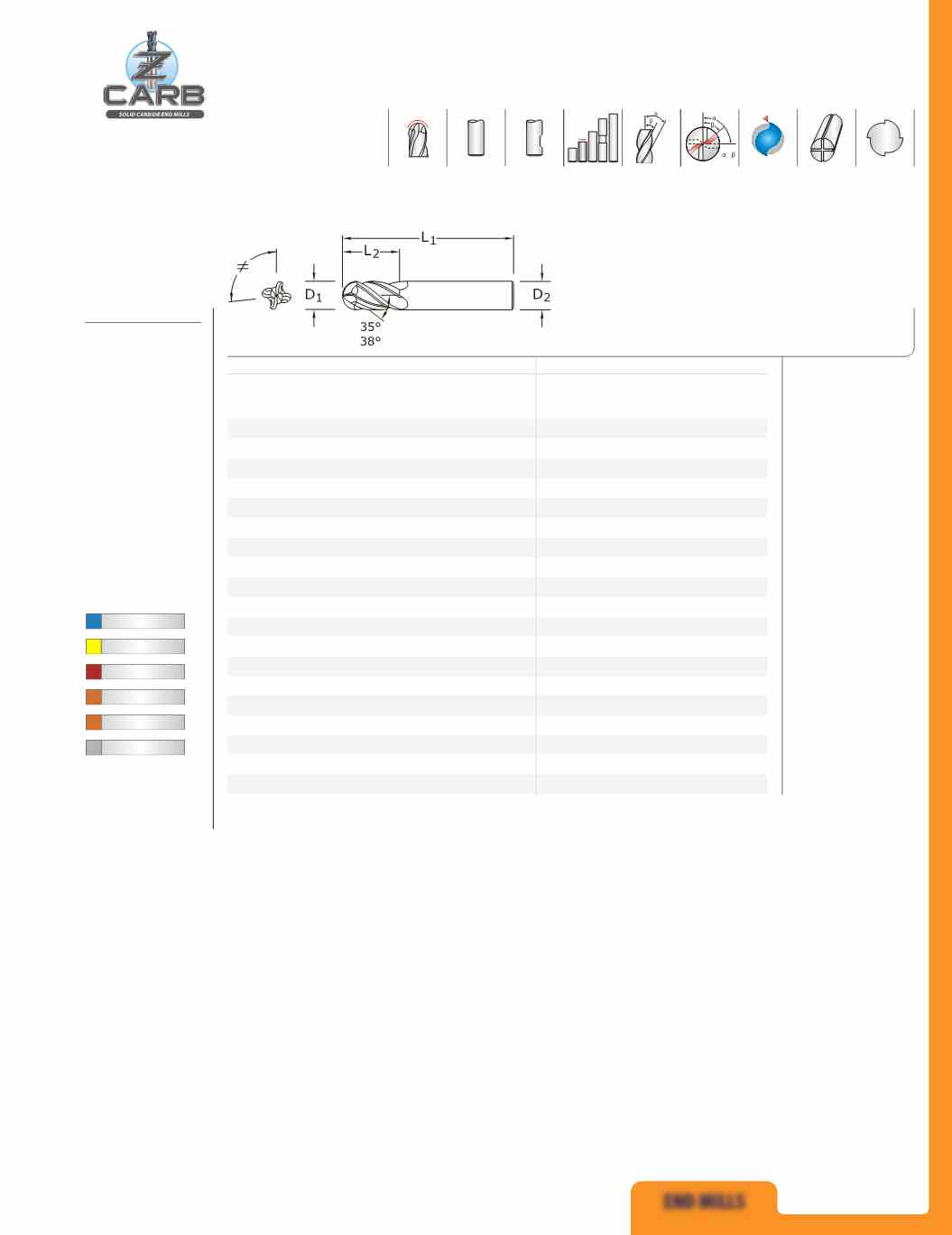
Z1B
FRACTIONAL SERIES
inch
EDP NO.
CUTTING
DIAMETER
D
1
LENGTH
OF CUT
L
2
OVERALL
LENGTH
L
1
SHANK
DIAMETER
D
2
Ti-NAMITE-X
(TX)
Ti-NAMITE-X
(TX)
W/FLAT
JetStream
1/8
3/8
1-1/2
1/8
36358
–
–
5/32
7/16
2
3/16
36357
–
–
3/16
7/16
2
3/16
36359
–
–
7/32
7/16
2-1/2
1/4
36361
–
–
1/4
1/2
2-1/2
1/4
36344
–
–
1/4
3/4
2-1/2
1/4
36590
–
–
9/32
5/8
2-1/2
5/16
36353
–
–
5/16
13/16
2-1/2
5/16
36345
–
–
11/32
13/16
2-1/2
3/8
36354
–
–
3/8
7/8
2-1/2
3/8
36346
36539
–
13/32
15/16
2-3/4
7/16
36355
36540
–
7/16
1
2-3/4
7/16
36347
36541
–
15/32
1
3
1/2
36356
36542
–
1/2
1
3
1/2
36348
36543
36846
1/2
1-1/4
3-1/4
1/2
36591
36592
–
9/16
1-1/8
3-1/2
9/16
36349
36544
36847
5/8
1-1/4
3-1/2
5/8
36350
36545
36848
3/4
1-1/2
4
3/4
36351
36546
36849
1
1-1/2
4
1
36352
36547
36850
FRACTIONAL
Z-Carb
• Unequal helix design
aids in damaging
harmonics by changing
the angle at which each
cutting edge enters and
exits the material
• Unequal flute spacing
helps to disrupt the
rhythmic pattern
created by the cutting
edge helping to
suppress damaging
harmonics
• Optimal material
removal rates through
increased feed and
depths of cut
• Ball nose design ideal
for finishing operations
in complex workpieces
• Recommended for
materials ≤ 45 HRc
(≤ 420 Bhn)
≠
POS
4
TOLERANCES
(inch)
1/8–1/4
DIAMETER
D
1
=
+0.0000/–0.0012
D
2
=
h
6
BALL RADIUS
+0.0000/–0.0006
>1/4–3/8
DIAMETER
D
1
=
+0.0000/–0.0016
D
2
=
h
6
BALL RADIUS
+0.0000/–0.0008
>3/8–1
DIAMETER
D
1
=
+0.0000/–0.0020
D
2
=
h
6
BALL RADIUS
+0.0000/–0.0010
For patent
information visit
www.ksptpatents.com