
















 61 / 396
61 / 396

HARDENEDSTEELS
61
www.kyocera-sgstool.com
END MILLS
END MILLS
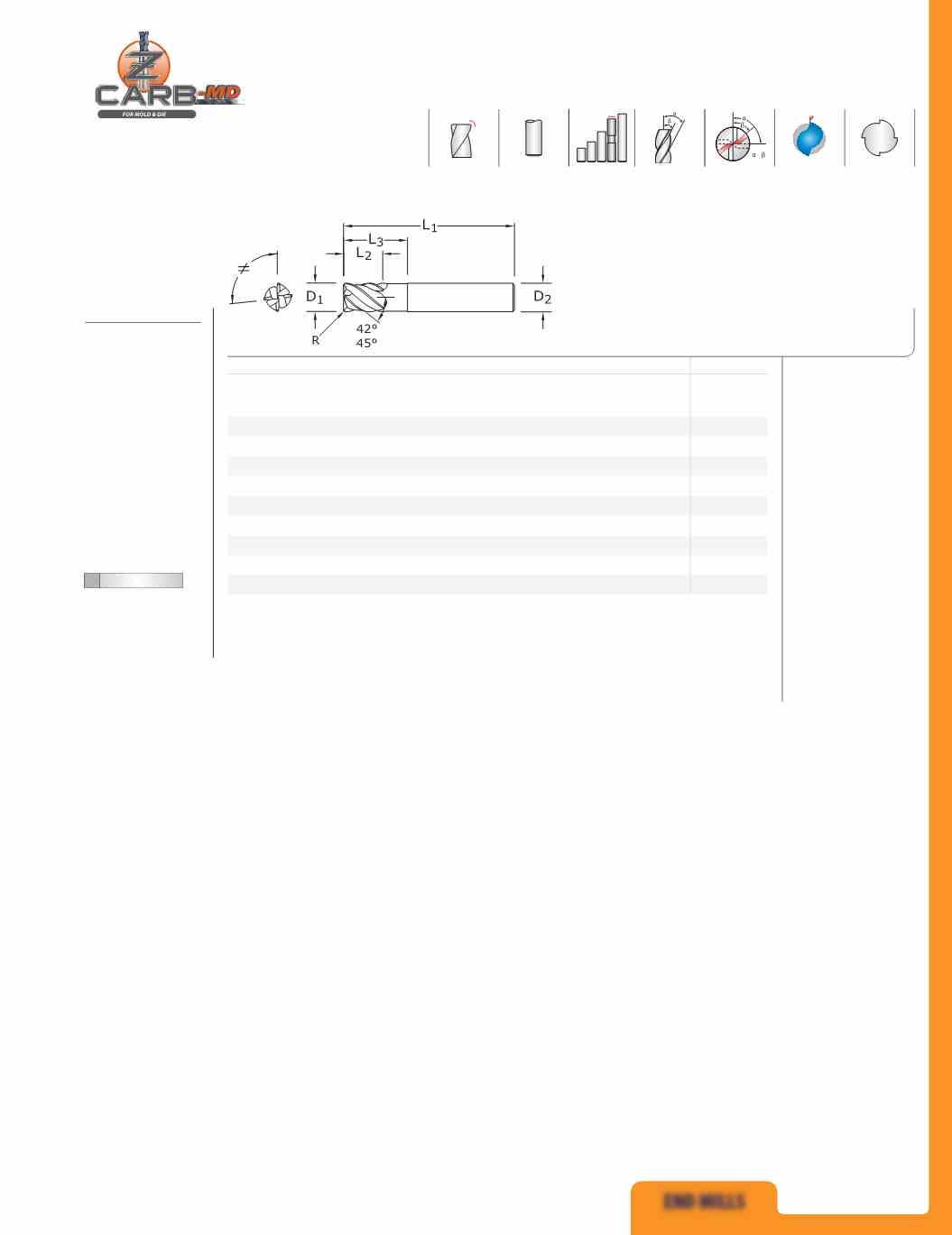
ZD1MCR
METRIC SERIES
mm
EDP NO.
CUTTING
DIAMETER
D
1
LENGTH
OF CUT
L
2
OVERALL
LENGTH
L
1
SHANK
DIAMETER
D
2
REACH
L
3
CORNER
RADIUS
R
Ti-NAMITE-X
3,0
4,0
57,0
6,0
15,0
0,2
46560
4,0
5,0
57,0
6,0
15,0
0,3
46561
5,0
6,0
57,0
6,0
15,0
0,5
46562
6,0
7,0
57,0
6,0
15,0
1,0
46563
8,0
10,0
63,0
8,0
25,0
1,0
46564
10,0
12,0
72,0
10,0
30,0
1,0
46565
12,0
15,0
83,0
12,0
35,0
1,0
46566
16,0
20,0
92,0
16,0
45,0
1,5
46567
20,0
24,0
104,0
20,0
55,0
2,0
46568
METRIC
Z-Carb-MD
• The original Z-Carb
design with negative
rake, heavy core, and
higher helix for strength
and shearing of hard
mold & die materials
• Unequal helix design
aids in damaging
harmonics by changing
the angle at which each
cutting edge enters and
exits the material
• Unequal flute spacing
helps to disrupt the
rhythmic pattern
created by the cutting
edge helping to
suppress damaging
harmonics
• Enhanced corner
geometry with tight
tolerance corner radii
• Recommended for
materials 35-60HRc
(327 to 654 Bhn)
≠
NEG
4
TOLERANCES
(mm)
3–6
DIAMETER
D
1
=
+0,000/–0,030
D
2
=
h
6
R =
+0,000/–0,050
>6–10
DIAMETER
D
1
=
+0,000/–0,040
D
2
=
h
6
R =
+0,000/–0,050
>10–20
DIAMETER
D
1
=
+0,000/–0,050
D
2
=
h
6
R =
+0,000/–0,050
For patent
information visit
www.ksptpatents.com