
















 131 / 396
131 / 396

131
www.kyocera-sgstool.com
END MILLS
END MILLS
FRACTIONAL
S-Carb APR
®
Series
43APR-3
43APR-4
Metric
Ap
Ae
Ae
Vc
(m/min)
Diameter (D
1
)
(mm)
APR-3
APR-4
Ae x D
1
Ap x D
1
20
25
20
25
N ALUMINIUM ALLOYS
6068, 7075
Slot
1
≤ 1
1600
RPM
25461
20369
25461
20369
(300-2100)
Fz
0.12
0.12
0.12
0.12
Feed (mm/min)
9166
7333
12222
9777
Profile
≤ 0.5
≤ 1.5
1800
RPM
28644
22915
28644
22915
(300-2100)
Fz
0.15
0.15
0.15
0.15
Feed (mm/min)
12890
10312
17187
13749
HSM
≤ 0.1
≤ 2
2100
RPM
33418
26735
33418
26735
(300-2100)
Fz
0.18
0.18
0.18
0.18
Feed (mm/min)
18046
14437
24061
19249
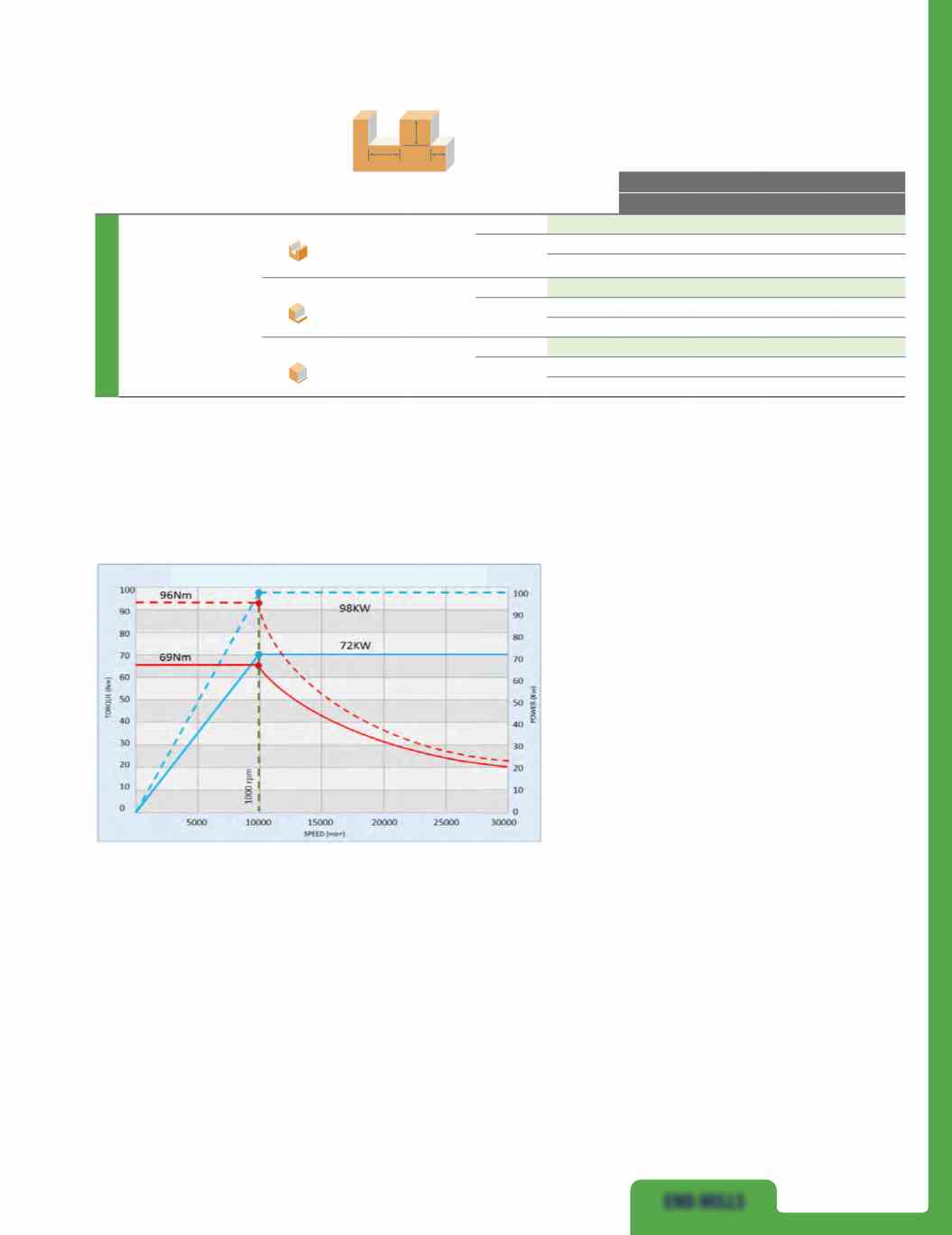
For best results use the peak power of the specific machine torque chart.
Typically 10kw is required to remove 1 litre of material (MMR).
Eg. >> (Ae x Ap x Feed) / 1000000 >> Therefore Full slotting Ø25: 25 x 25 x 7333 = 4.58 Litres so it needs a min of 46Kw.
Larger cuts and chip load consume more power.
Review the power chart of each machine to determine MAX power for ultimate performance.
Example below shows peak power @ 10,000 rpm.
The APR-4 design is for ultimate metal removal but typicaly requires more power, and is also better suited to horizontal machines.
The new coolant supply is designed for MQL as well as normal emulsion coolant on the same data.
Ensure max MQL flow prior to cutting.
Refer to the KYOCERA SGS Tool Wizard
®
for complete technical information (www.kyocera-sgstool.com).
Typical Power and Torque Graph (Example)