
















 44 / 396
44 / 396

STEELS
STAINLESSSTEELS
CAST IRON
HIGHTEMPALLOYS
TITANIUM
44
www.kyocera-sgstool.com
END MILLS
END MILLS
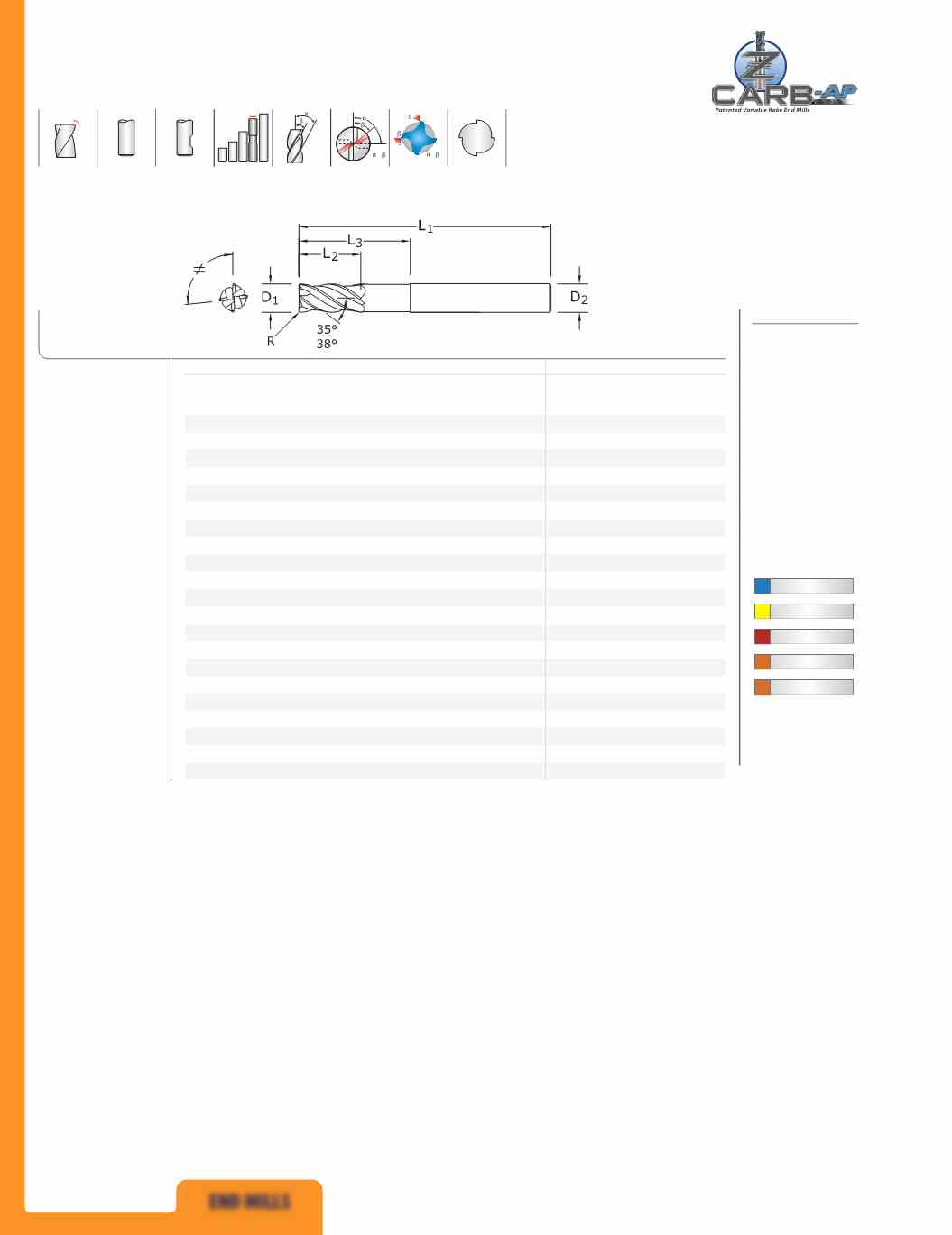
Z1MPLC
METRIC SERIES
mm
EDP NO.
CUTTING
DIAMETER
D
1
LENGTH
OF CUT
L
2
OVERALL
LENGTH
L
1
SHANK
DIAMETER
D
2
REACH
L
3
CORNER
RADIUS
R
Ti-NAMITE-X
Ti-NAMITE-X
W/FLAT
6,0
8,0
75,0
6,0
24,0
0,5
46821
–
8,0
10,0
75,0
8,0
32,0
1,0
46822
–
8,0
10,0
75,0
8,0
32,0
2,0
46823
–
10,0
12,0
100,0
10,0
40,0
1,0
46824
–
10,0
12,0
100,0
10,0
40,0
2,0
46825
–
12,0
15,0
100,0
12,0
48,0
1,0
46826
46928
12,0
15,0
100,0
12,0
48,0
1,5
46827
46929
12,0
15,0
100,0
12,0
48,0
2,0
46828
46930
12,0
15,0
100,0
12,0
48,0
3,0
46829
46931
16,0
20,0
115,0
16,0
65,0
1,0
46830
46932
16,0
20,0
115,0
16,0
65,0
1,5
46831
46933
16,0
20,0
115,0
16,0
65,0
2,0
46832
46934
16,0
20,0
115,0
16,0
65,0
3,0
46833
46935
16,0
20,0
115,0
16,0
65,0
4,0
46834
46936
16,0
20,0
115,0
16,0
65,0
5,0
46835
46937
20,0
24,0
140,0
20,0
80,0
1,0
46836
46938
20,0
24,0
140,0
20,0
80,0
1,5
46837
46939
20,0
24,0
140,0
20,0
80,0
2,0
46838
46940
20,0
24,0
140,0
20,0
80,0
3,0
46839
46941
20,0
24,0
140,0
20,0
80,0
4,0
46840
46942
20,0
24,0
140,0
20,0
80,0
5,0
46841
46943
METRIC
Z-Carb-AP
≠
≠
4
TOLERANCES
(mm)
6
DIAMETER
D
1
=
+0,000/–0,030
D
2
=
h
6
R =
+0,000/–0,050
>6–10
DIAMETER
D
1
=
+0,000/–0,040
D
2
=
h
6
R =
+0,000/–0,050
>10–20
DIAMETER
D
1
=
+0,000/–0,050
D
2
=
h
6
R =
+0,000/–0,050
• Variable rake geometry
alters and controls the
cutting dynamic taking
chatter suppression to an
unprecedented level
• Unequal helix design
changes the cutting
angle to improve
harmonics
• Unequal flute spacing
helps to disrupt the
rhythmic pattern created
by the cutting edge
helping to suppress
damaging harmonics
• Long reach design allows
for deeper and faster
cuts
• Enhanced corner
geometry with tight
tolerance corner radii
• Recommended for
materials ≤ 45 HRc
(≤ 420 Bhn)
For patent
information visit
www.ksptpatents.com