
















 42 / 396
42 / 396

STEELS
STAINLESSSTEELS
CAST IRON
HIGHTEMPALLOYS
TITANIUM
HARDENEDSTEELS
42
www.kyocera-sgstool.com
END MILLS
END MILLS
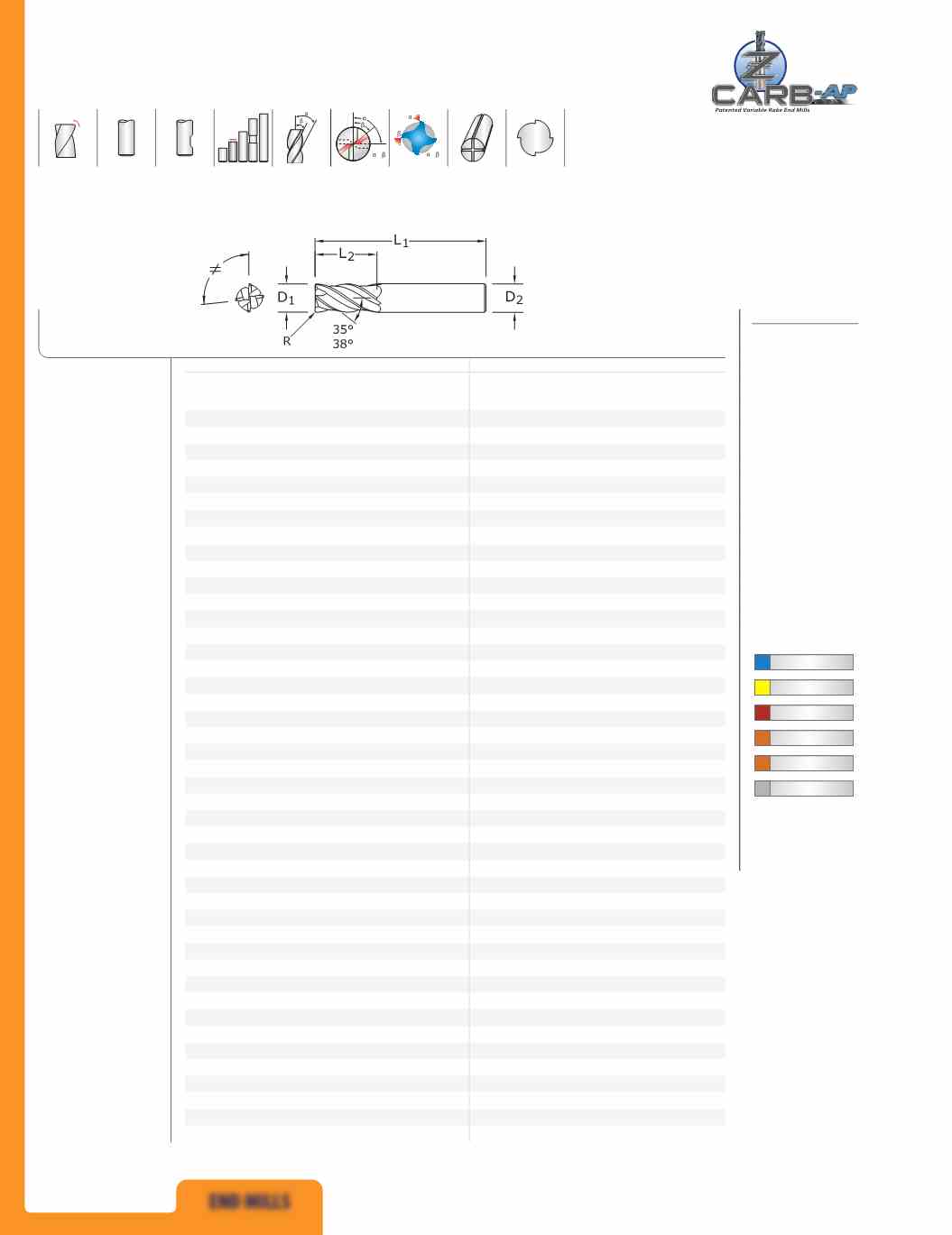
Z1MPCR
METRIC SERIES
mm
EDP NO.
CUTTING
DIAMETER
D
1
LENGTH
OF CUT
L
2
OVERALL
LENGTH
L
1
SHANK
DIAMETER
D
2
CORNER
RADIUS
R
Ti-NAMITE-X
Ti-NAMITE-X
W/FLAT
JetStream
1,0
3,0
57,0
6,0
0,1
46873
–
–
1,5
4,5
57,0
6,0
0,1
46849
–
–
2,0
6,0
57,0
6,0
0,2
46850
–
–
2,5
7,0
57,0
6,0
0,2
46874
–
–
3,0
8,0
57,0
6,0
0,3
46851
–
–
3,0
8,0
57,0
6,0
0,5
46880
–
–
4,0
11,0
57,0
6,0
0,3
46852
–
–
4,0
11,0
57,0
6,0
0,5
46881
–
–
5,0
13,0
57,0
6,0
0,3
46853
–
–
6,0
13,0
57,0
6,0
0,25
46882
–
–
6,0
13,0
57,0
6,0
0,5
46854
–
–
6,0
13,0
57,0
6,0
1,0
46855
–
–
6,0
13,0
57,0
6,0
1,5
46884
–
–
8,0
19,0
63,0
8,0
0,5
46856
–
–
8,0
19,0
63,0
8,0
1,0
46857
–
–
8,0
19,0
63,0
8,0
1,5
46886
–
–
8,0
19,0
63,0
8,0
2,0
46887
–
–
10,0
22,0
72,0
10,0
0,5
46858
–
–
10,0
22,0
72,0
10,0
1,0
46859
–
–
10,0
22,0
72,0
10,0
1,5
46889
–
–
10,0
22,0
72,0
10,0
2,0
46890
–
–
10,0
22,0
72,0
10,0
2,5
46891
–
–
12,0
26,0
83,0
12,0
0,5
46860
46909
–
12,0
26,0
83,0
12,0
0,75
46861
46910
46493
12,0
26,0
83,0
12,0
1,0
46893
46911
–
12,0
26,0
83,0
12,0
1,5
46894
46912
–
12,0
26,0
83,0
12,0
2,0
46895
46913
–
12,0
26,0
83,0
12,0
2,5
46896
46914
–
12,0
26,0
83,0
12,0
3,0
42718
46915
42719
14,0
26,0
83,0
14,0
1,0
46862
46916
46494
16,0
32,0
92,0
16,0
1,0
46863
46917
46495
16,0
32,0
92,0
16,0
1,5
46898
46918
–
16,0
32,0
92,0
16,0
2,0
46899
46919
–
16,0
32,0
92,0
16,0
2,5
46900
46920
–
16,0
32,0
92,0
16,0
3,0
46864
46921
42721
16,0
32,0
92,0
16,0
4,0
46867
46944
–
20,0
38,0
104,0
20,0
1,0
46865
46922
46497
20,0
38,0
104,0
20,0
1,5
46903
46923
–
20,0
38,0
104,0
20,0
2,0
46904
46924
–
20,0
38,0
104,0
20,0
2,5
46905
46925
–
20,0
38,0
104,0
20,0
3,0
42722
46926
42723
20,0
38,0
104,0
20,0
4,0
46868
46945
–
20,0
38,0
104,0
20,0
5,0
46869
46946
–
25,0
38,0
104,0
25,0
1,0
46866
46927
46498
METRIC
Z-Carb-AP
≠
≠
4
TOLERANCES
(mm)
<3
DIAMETER
D
1
=
+0,012/–0,012
D
2
=
h
6
R =
+0,000/–0,025
3–6
DIAMETER
D
1
=
+0,000/–0,030
D
2
=
h
6
R =
+0,000/–0,050
>6–10
DIAMETER
D
1
=
+0,000/–0,040
D
2
=
h
6
R =
+0,000/–0,050
>10–25
DIAMETER
D
1
=
+0,000/–0,050
D
2
=
h
6
R =
+0,000/–0,050
• Variable rake geometry
alters and controls the
cutting dynamic taking
chatter suppression to an
unprecedented level
• Unequal helix design
changes the cutting
angle to improve
harmonics
• Unequal flute spacing
helps to disrupt the
rhythmic pattern created
by the cutting edge
helping to suppress
damaging harmonics
• Enhanced corner
geometry with tight
tolerance corner radii
• Recommended for
materials ≤ 45 HRc
(≤ 420 Bhn)
For patent
information visit
www.ksptpatents.com